1
Изобретение относится к области обработки порошкообразных материалов давлением, в частности к области получения деталей методом мокрого прессования из сметанообразной массы.
Известный инструмент для изготовления анизотропных бариевых магнитов методом мокрого прессования, содержащий пресс-форму с боковым отверстием для загрузки прессуемой массы, пуансон с каналами для отвода жидкости и закрепленный на рабочем торце пуансона войлочный фильтр.
Существенным недостатком этого инструмента является необходимость частой замены фильтров (через 6-10 прессовок) из-за их быстрого загрязнения, что снижает производительность пресса.
Кроме того, из-за отсутствия смазки прессформы инструмент практически применяется только для массы грубого помола. При этом высота деталей не должна превышать 35 мм, та.к как увеличение высоты ведет к значительному возрастанию процента брака, потому что из-за адгезии при выталкивании детали образуются микротрещины, сколы и расслоения.
С целью повышения качества изделий и увеличения срока службы фильтра в стеиках пресс-формы в плоскости, перпендикулярной направлению прессования, выполнены сквозные соосные щелевые отверстия для размещения пропитанной смазывающим веществом тканевой ленты, имеющей привод протяжки через отверстия.
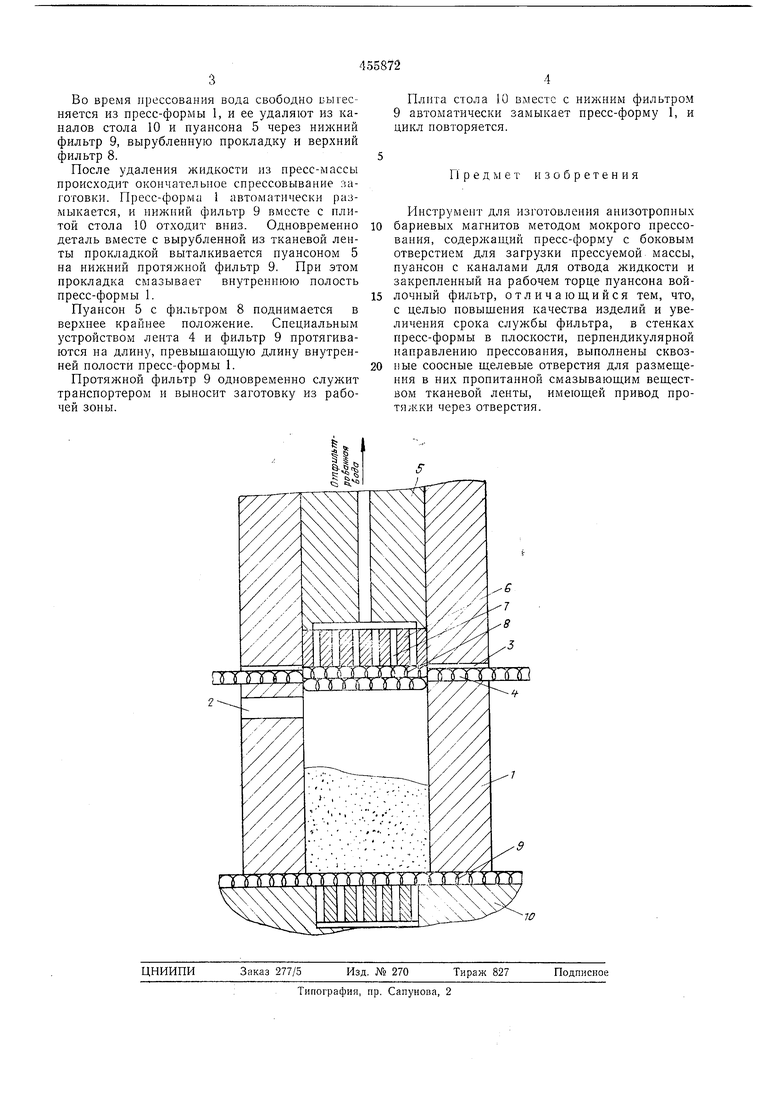
На чертеже изображен предлагаемый инструмент.
Он содерлсит неподвижную пресс-форму 1 с боковым отверстием 2 для загрузки прессуемой массы и щелями 3, через которые протянута пропитанная смазывающим веществом тканевая лента 4, пуансон 5 со сменным наконечником 6, имеющим каналы 7 для отвода отфильтрованной жидкости, верхний фильтр 8, закрепленный на торце сменного наконечника 6, нижний фильтр 9 (протяжная тканевая лента), подлхимаемый к пресс-форме 1 плитой стола 10.
Неподвижная пресс-форма 1 автоматически запирается плитой стола 10, поджимая к ней
нижний фильтр 9. В полость пресс-формы 1 через боковое отверстие 2 подается (загрун-сается) сметанообразная масса. Пуансон 5 со С:менным наконечником 6 и закрепленным на нем войлочным фильтром 8 начинает опускаться. Встречая на пути протяжную тканевую ленту 4, он натягивает ее и вырубает прокладку. Натянутая на войлочный фильтр прокладка при двилсении смазывает прессформу 1 и предохраняет войлочный фильтр 8
от загрязнения прессуемой массой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования порошка | 1977 |
|
SU682323A1 |
| Пресс для прессования изделий из шликерной массы | 1978 |
|
SU664846A1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Устройство для формирования щелевых камней | 1988 |
|
SU1595643A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛОВОГО ВКЛАДЫША | 1990 |
|
RU2061594C1 |
| Способ изготовления деталей из материалов с неупорядоченной структурой | 1980 |
|
SU902947A1 |
| Модульная установка прессования | 2023 |
|
RU2817195C1 |
| Гидропресс-автомат для изготовления заготовок анизотропных бариевых магнитов | 1960 |
|
SU142875A1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323803C1 |
| Установка для прессования абразивного инструмента | 1980 |
|
SU880786A1 |
