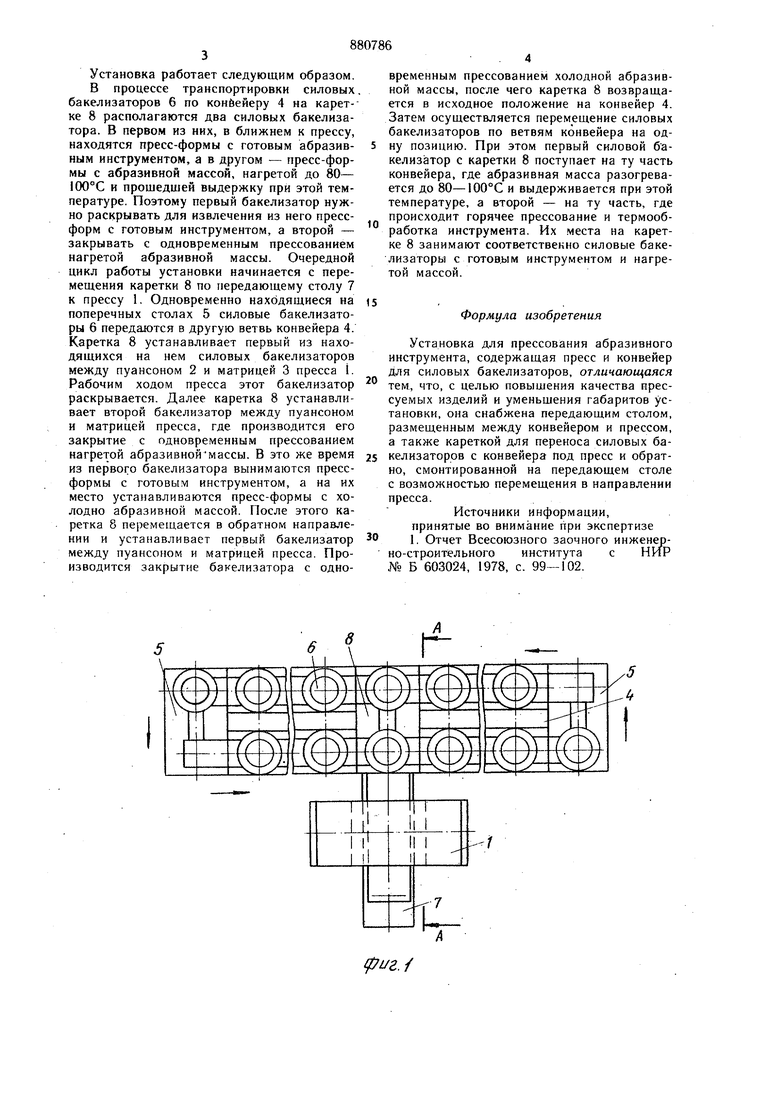
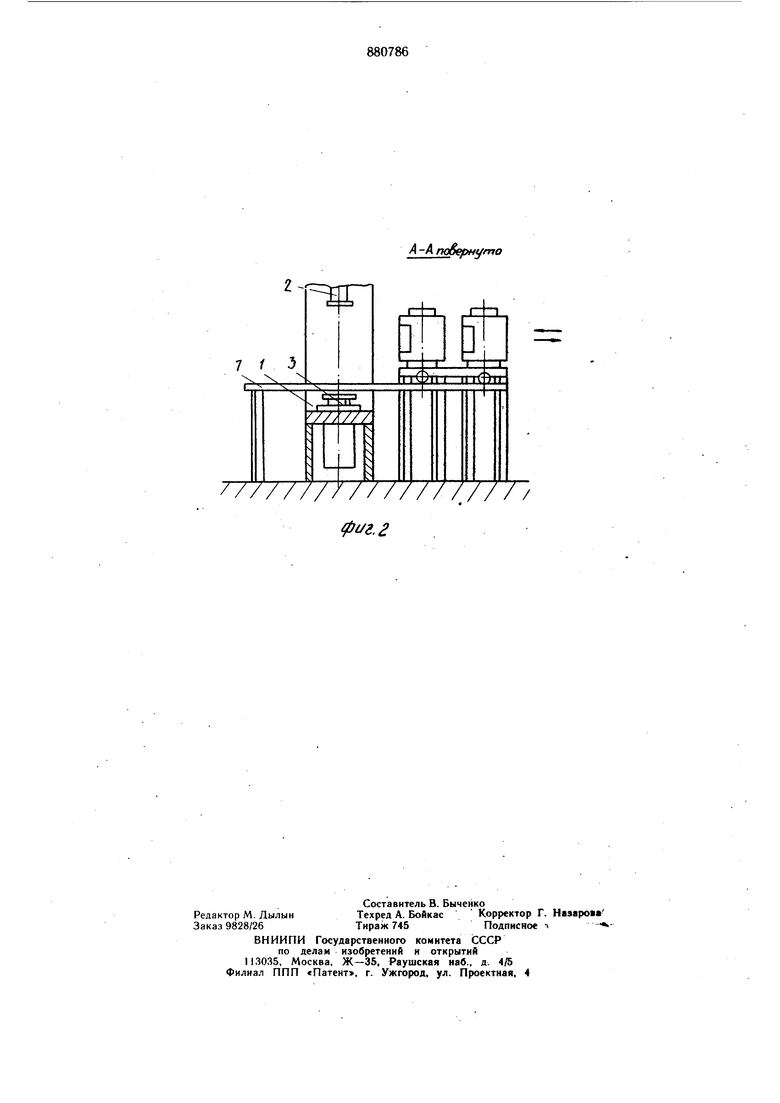
(54) УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ АБРАЗИВНОГО Изобретение относится к машиностроению и может быть использовано при изготовлении инструмента горячим прессованием с применением силовых бакелизаторов - устройств для бакелизации абразивного инструмента. Известна установка для прессования абразивного инструмента, содержаш.ая пресс и конвейер для силовых бакелизаторов (1. Недостатком такой установки является применение раздельно пресса для закрытия и раскрытия силовых бакелизаторов, что уве личивает габариты установки в связи с необходимостью предусматривать участок необходимой длины между прессом для закрытия и прессом для раскрытия бакелизаторов, а также снижает качество прессуемых изделий, поскольку на такой установке абразивная масса в холодном состоянии перед ее разогревом не формуется. Цель изобретения - повышение качества прессуемых изделий и уменьшение габаритов установки. Цель достигается тем, что установка снабжена передающим столом, размешенным между конвейером и прессом, а также кареткой для переноса силовых бакелизатоИНСТРУМЕНТАров с конвейера под пресс и обратно, смонтированной на передающем столе с возможностью перемещения в направлении пресса. На фиг. 1 изображена установка в плане; на фиг. 2 - разрез А-А на фиг. 1. Установка содержит закрывающе-раскрывающий пресс 1 с пуансоном 2 и матрицей 3, расположенный рядом с конвейером 4, который имеет поперечные столы 5 и транспортирует установленные на нем силовые бакелизаторы 6. Между прессом н конвейером установлен передающий стол 7, одна часть которого размещена под конвейером поперек его, а другая расположена между пуансоном и матрицей пресса. На конвейере 4 смонтирована каретка 8 с возможностью возвратно-поступательного перемещения по нему, которая транспортирует силовые бакелизаторы 6 с конвейером 4 в рабочую зону пресса 1. Количество силовых бакелизаторов, устанавливаемых на конвейер, и его длина зависят от заданной производительности установки и времени технологических выдержек, т.е. времени нагрева абразивной массы до 8Ю-100°С и выдержки при этой температуре, а также времени горячего прессования и термообработки инструмента. Установка работает следующим образом. В процессе транспортировки силовых бакелнзаторов 6 по конйейеру 4 на каретке 8 располагаются два силовых бакелизатора. В первом из них, в ближнем к прессу, находятся пресс-формы с готовым абразивным инструментом, а в другом - пресс-формы с абразивной массой, нагретой до 80- 100°С и прошедшей выдержку при этой температуре. Поэтому первый бакелизатор нужно раскрывать для извлечения из него прессформ с готовым инструментом, а второй закрывать с одновременным прессованием нагретой абразивной массы. Очередной цикл работы установки начинается с перемещения каретки 8 по передающему столу 7 к прессу 1. Одновременно находящиеся на поперечных столах 5 силовые бакелизаторы 6 передаются в другую ветвь конвейера 4. Каретка 8 устанавливает первый из находящихся на нем силовых бакелизаторов между пуансоном 2 и матрицей 3 пресса I. Рабочим ходом пресса этот бакелизатор раскрывается. Далее каретка 8 устанавливает второй бакелизатор между пуансоном и матрицей пресса, где производится его закрытие с одновременным прессованием 1 . нагретой абразивноймассы. В это же время из первого бакелизатора вынимаются прессформы с готовым инструментом , а на их место устанавливаются пресс-формы с холодно абразивной массой. После этого каретка 8 перемещается в обратном направлении и устанавливает первый бакелизатор между пуансоном и матрицей пресса. Производится закрытие бакелизатора с одновременным прессованием холодной абразивной массы, после чего каретка 8 возвращается в исходное положение на конвейер 4. Затем осуществляется перемещение силовых бакелизаторов по ветвям конвейера на одну позицию. При этом первый силовой бакелизатор с каретки 8 поступает на ту часть конвейера, где абразивная масса разогревается до 80-100°С и выдерживается при этой температуре, а второй - на ту часть, где происходит горячее прессование и термообработка инструмента. Их места на каретке 8 занимают соответственно силовые бакелизаторы с готов.ым инструментом и нагретой массой. Формула изобретения Установка для прессования абразивного инструмента, содержащая пресс и конвейер для силовых бакелизаторов, отличающаяся тем, что, с целью повышения качества прессуемых изделий и уменьшения габаритов установки, она снабжена передающим столом, размещенным между конвейером и прессом, а также кареткой для переноса силовых ба 1 ч«1|Ч,и.| |11«1 гд /1 ttVi x iiv v.Cl j л Jcl келизаторов с конвейера под пресс и обрат но, смонтированной на передающем столе с возможностью перемещения в направлении пресса. Источники информации, принятые во внимание при экспертизе 1. Отчет Всесоюзного заочного инженерно-строительного института с НИР № Б 603024, 1978, с. 99-102.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для прессования абразивного материала | 1985 |
|
SU1214479A2 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Устройство для прессования абразивных сегментов | 1978 |
|
SU967857A1 |
| Пресс для формования керамических изделий | 1976 |
|
SU682374A1 |
| Установка для производства камнелитных изделий | 1982 |
|
SU1079444A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| ПРЕСС-ФОРМА К ПРЕССУ | 1993 |
|
RU2042525C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА АЛМАЗНЫХ ИНСТРУМЕНТОВ | 1969 |
|
SU233416A1 |
| Способ изготовления абразивных кругов | 1979 |
|
SU880737A1 |
| Устройство для изготовления абразивного инструмента | 1987 |
|
SU1613342A1 |
г./
////////////7//
.2
-А noSetwtfrno
