1
Изобретение относится к технологической оснастке для штамповки и, в частности, для вырезки деталей из листовой высокопрочной стали или ее сплавов.
Известны штампы для вырезки деталей, содержащие пуансон и матрицу, на поверхностях которых помещены нагреватели, соединенные с электрической цепью. В известных штампах имеются также устройства для размыкания цепи.
Недостатком известных штампов является то, что нагреватели, подводя ток к пуансону и матрице, нагревают их, в результате чего тматериал нагревается не только в зоне вырезки. Это снижает чистоту поверхности среза, а также стойкость пуансона и матрицы.
С целью устранения указанных недостатков Б предлагаемом штампе нагреватели подвижно установлены вблизи зоны вырезки, а устройство для размыкания цепи выполнено в виде вращающихся кулачков, взаимодействующих при помощи сферических пят с нагревателями, механизма, связывающего кулачки с подвижной частью штампа и прижимающего концы нагревателей, противоположные несущим пяты, к боковым поверхностям обрабатываемой заготовки, расположенной на опорах-изоляторах, помещенных на зеркале матрицы, и пружин, отводящих нагреватели от заготовки и размыкающих цепь.
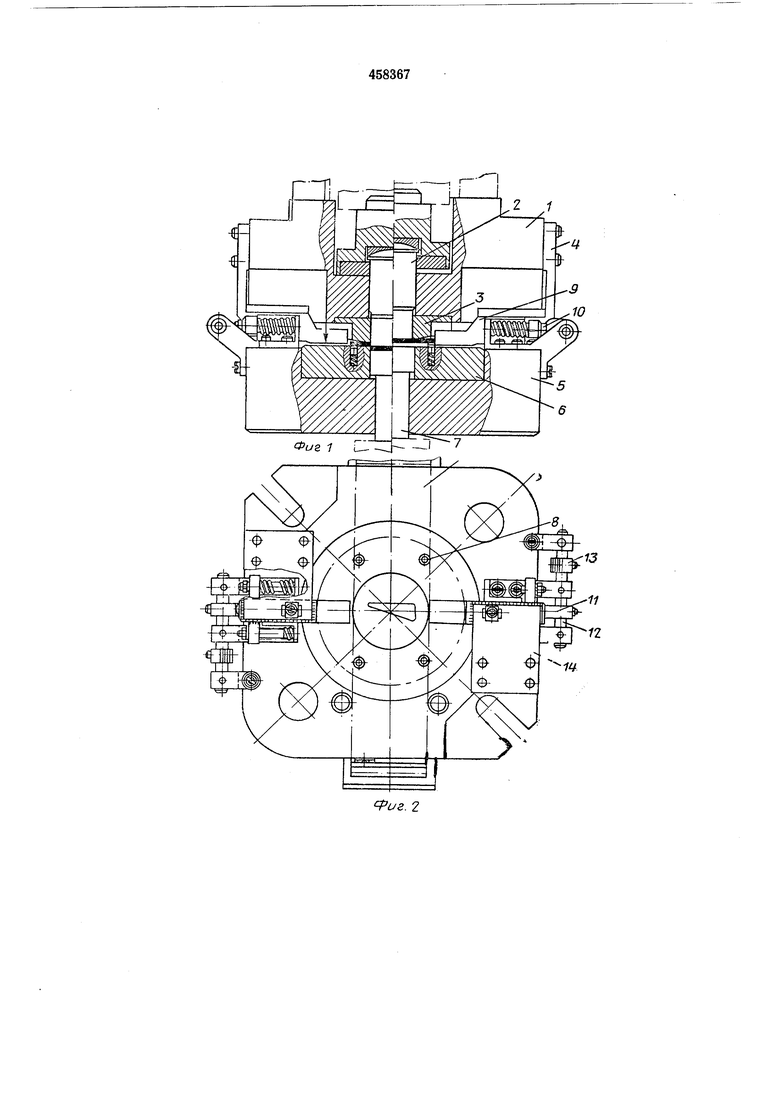
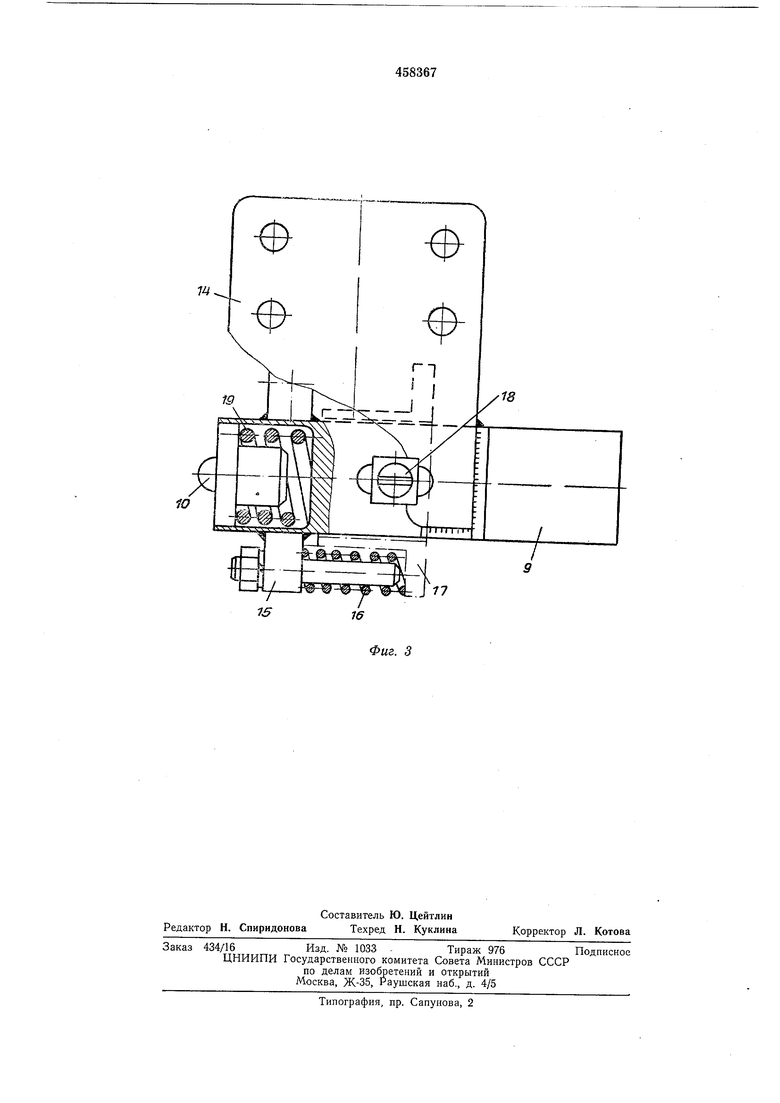
На фиг. 1 схематично изображен предлагаемый штамп для вырезки деталей, общий вид с частичным разрезом; на фиг. 2 - вид сверху на нижнюю часть штампа; на фиг. 3 - нагреватель.
На верхней плите 1 штампа установлены
пуансоны 2 и прижим 3. Кроме того, на плите 1 закреплена зубчатая рейка 4. На нижней плите 5 расположена матрица 6, в отверстии которой находится противоприжим-выталкиватель 7.
На матрице со стороны зеркала расположены подпружиненные опоры-изоляторы 8, на которые укладывают обрабатываемую заготовку, например полосу. На нижней плите
штампа установлены нагреватели 9, подводящие ток к боковым поверхностям заготовки. Нагреватели снабжены сферическими пятами 10, взаимодействующими с кулачками 11, закрепленными на осях 12, на которых закреплены также зубчатые шестерни 13, находящиеся в зацеплении с зубчатой рейкой. Нагреватели помещены в колодки 14 с поперечинами 15. Эти поперечины под действием пружин 16 упираются в неподвижные упоры 17. Колодки
при помощи винта 18, проходящего через
сквозные пазы в нагревателях, подвижно связаны с плитой.
Штамп работает следующим образом.
При опускании верхней части штампа зубчатые рейки вращают зубчатые шестерни и сидящие на одной с ними оси кулачки. Кулачки упираются в сферические пяты нагревателей, преодолевают сопротивление пружин 16 и поджимают нагреватели с помощью пружин 19 к боковым поверхностям заготовки.
Электрическая цепь постоянно находится под напряжением, и при контакте нагревателей с заготовкой через последнюю в поперечном направлении течет ток и нагревает часть ее, находящуюся в зоне вырезки. Необходимое время и температура нагрева задаются профилем кулачков. Когда прижим начинает соприкасаться с заготовкой, нагреватели отходят от нее, размыкая электрическую цепь. Прижим продолжает внедряться в заготовку и создает в ней состояние напряженного сжатия, затем в нее внедряется пуансон и производит вырезку детали.
Предмет изобретения
Штамп для вырезки деталей, содержащий пуансон, закрепленный в подвижной части, матрицу, расположенную в неподвижной части, а также нагреватели, соединенные с электрической цепью, и устройство для размыкания цепи, отличающийся тем, что, с целью повышения чистоты поверхности среза и стойкости рабочих частей штампа, нагреватели подвижно установлены вблизи зоны вырезки, а устройство для размыкания цепи выполнено в виде вращающихся кулачков, взаимодействующих при помощи сферических пят с нагревателями, механизма, связывающего кулачки с подвижной часть штампа и прижимающего концы нагревателей, противоположные несущим пяты, к боковым поверхностям обрабатываемой заготовки, расположенной на опорахизоляторах, помещенных на зеркале матрицы, и пружин, отводящих нагреватели от заготовки и размыкающих цепь.
. 2
W
Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырезки деталей | 1974 |
|
SU504595A2 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| Способ вырезки деталей из листовых заготовок и штамп для его осуществления | 1986 |
|
SU1470394A1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| Штамп для вырезки заготовок из полосового и ленточного материала | 1981 |
|
SU975148A1 |
| Штамп для чистовой вырезки | 1974 |
|
SU522878A1 |
| Штамп для гибки П-образных деталей | 1985 |
|
SU1286319A1 |
| Штамп для вырубки деталей из плоских заготовок | 1980 |
|
SU961819A1 |
| Гибочный штамп | 1982 |
|
SU1110514A1 |
| Способ изготовления деталей и устройство для его осуществления | 1987 |
|
SU1548062A1 |