1
Изобретение относится к технологической оснастке для штамповки и, в частности, для вырезки деталей из листовой высокопрочной стали или ее сплавов.
Известен штамп для вырезки деталей по авт. св. № 458367, содержащий пуансон, закрепленный в подвижной части, матрицу, расположенную в неподвижной части, нагреватели, соединенные с электрической цепью, и устройство для размыкания цепи. В известном штампе нагреватели подвижно установлены вблизи зоны вырезки, устройство для размыкания цепи выполнено в виде вращающихся кулачков, взаимодействующих при помощи сферических пят с нагревателями, механизма, связывающего кулачки с подвижной частью щтампа и прижимающего концы нагревателей, противоположные режущим пяты, к боковым поверхностям обрабатываемой заготовки, например полосы, расположенной на онорах-изоляторах, помещенных на зеркале матрицы, и пружин, отводящих нагреватели от полосы и размыкающих цепь.
С целью предотвращения охлаждения заготовки ниже заданной тем.пературы до окончания процесса вырезки предлагаемое устройство снабжено дополнительным нагревателем, изолированным от нлиты и рабочих инструментов щтамла и помещенным в кольцевом
пазу, выполненном в имеющемся в щтампе прижиме.
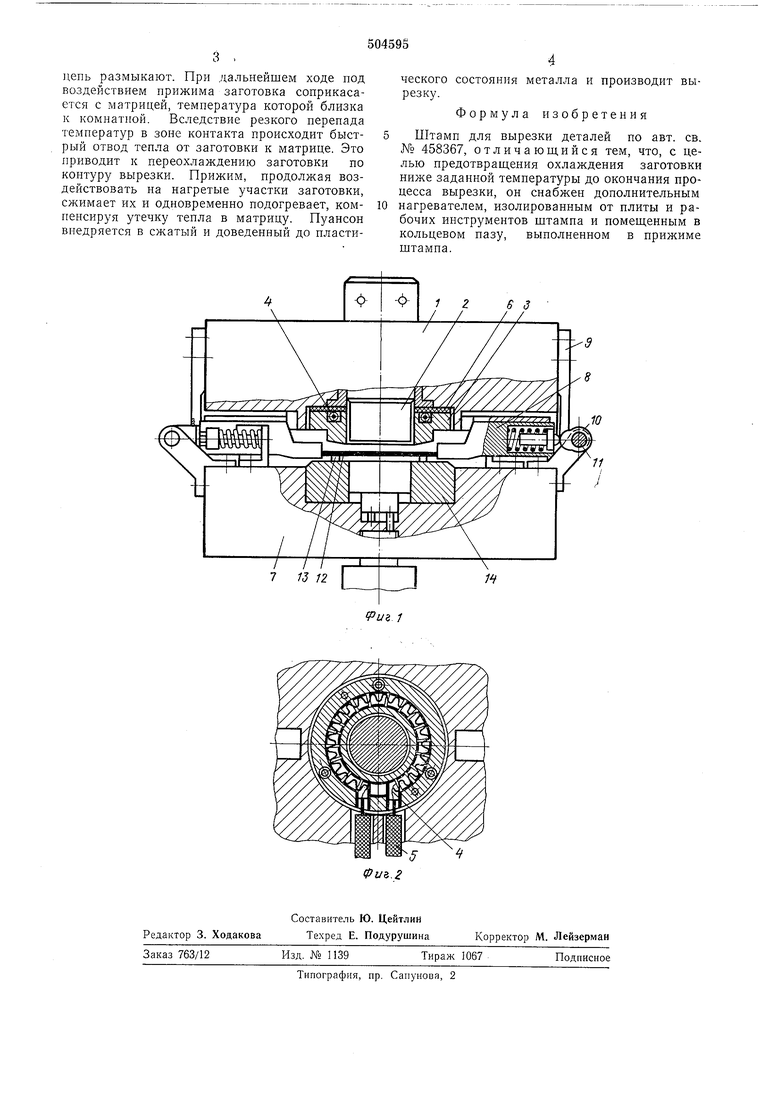
На фиг. 1 по1казаН предлагаемый щтямп, общий вид; на фиг. 2 - прижим и нагреватель.
На верхней плите 1 щтампа установлен пу ансон 2, который охватывает прижим 3. В кольцевом назу прижима расположен нагреватель 4, выполненный в виде электроспира ли, изолированный от прижима. Концы спирали жестко соединены с токонодводящими выводами 5. На поверхности прижима установлена теплоизолирующая прокладка 6.
На нижней плите 7 штампа подвижно установлены нагреватели 8, связанные посредством зубчато-реечной передачи 9 и кулачков 10 с верхней плитой штампа.
Штамп работает следующим образом.
При опускании верхней части штампа под действием зубчато-реечной передачи приводятся во вращение оси 11 и закрепленные на них кулачки 10. При этом кулачки перемещают нагреватели 8 к торцам заготовки 12, расположенной на подпружиненных онорах-изоляторах 13, установленных на матрице 14. В момент соприкосновения нагревателей 8 с заготовкой через последнюю проходит ток, нагревая ее в зоне вырезки. После достижения заданной температуры нагрева электрическую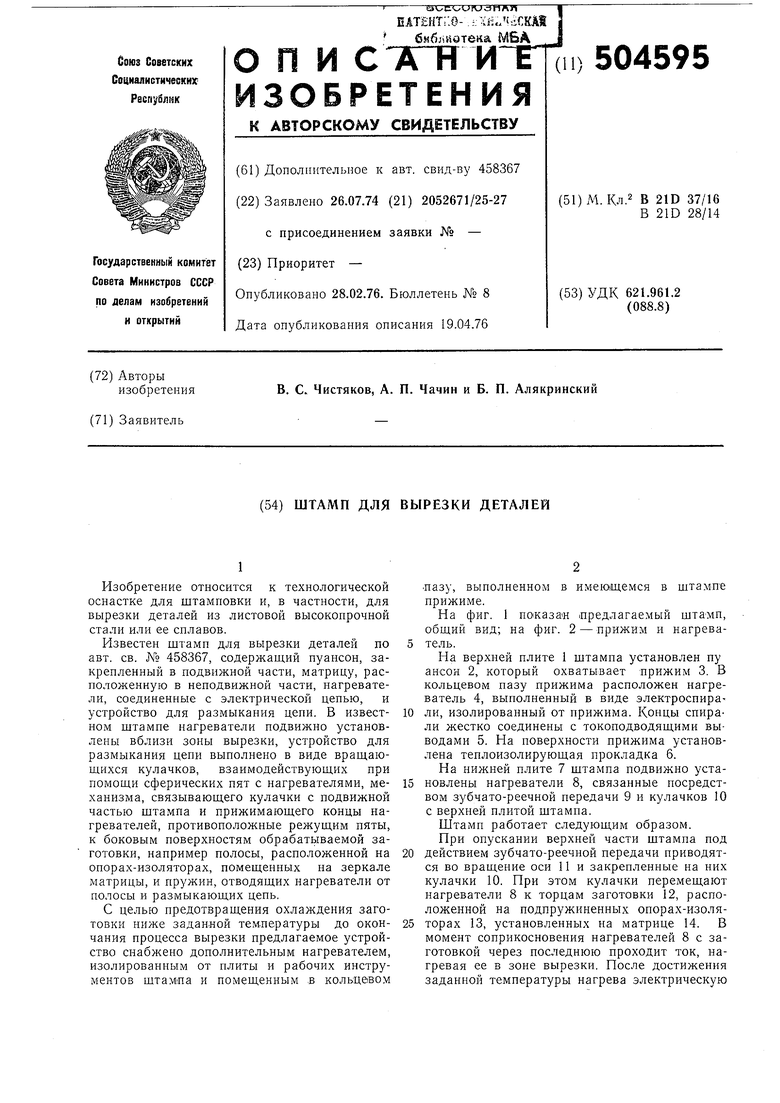
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырезки деталей | 1973 |
|
SU458367A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Способ вырезки деталей из листовых заготовок и штамп для его осуществления | 1986 |
|
SU1470394A1 |
| ПРИЖИМНОЕ УСТРОЙСТВО к ШТАМПУдля ГЛУБОКОЙ вытяжки | 1970 |
|
SU269137A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПАЗОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 1971 |
|
SU426731A1 |
| Штамп для вырубки деталей из плоских заготовок | 1980 |
|
SU961819A1 |
| Штамп для гибки П-образных деталей | 1985 |
|
SU1286319A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Штамп для безотходной штамповки пластин трансформатора из полосы | 1976 |
|
SU648306A1 |
