1
Изобретение может быть использовано при производстве стройматериалов и в строительстве.
Известно устройство для контактной сварки пространственных арматурных каркасов, содержащее размещенные на основании кондуктор для установки каркаса, механизмы его поворота и перемещения, токоподводящую балку с электродами. Однако вследствие недостаточного усилия сжатия электродами свариваемых стержней в месте контакта известное устройство не позволяет производить сварку арматурных каркасов из тяжелой арматуры.
Цель изобретения - снизить трудоемкость изготовления каркасов из тяжелой арматуры ири использовании двустороннего токоподвода.
Для этого нижний электрод выполнен в виде токопроводящей балки, смонтированной с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси верхнего электрода, токоподвод к которой осуществлен через токосъемные контакты, подпружиненные и изолированные от верхней токоподводящей балки.
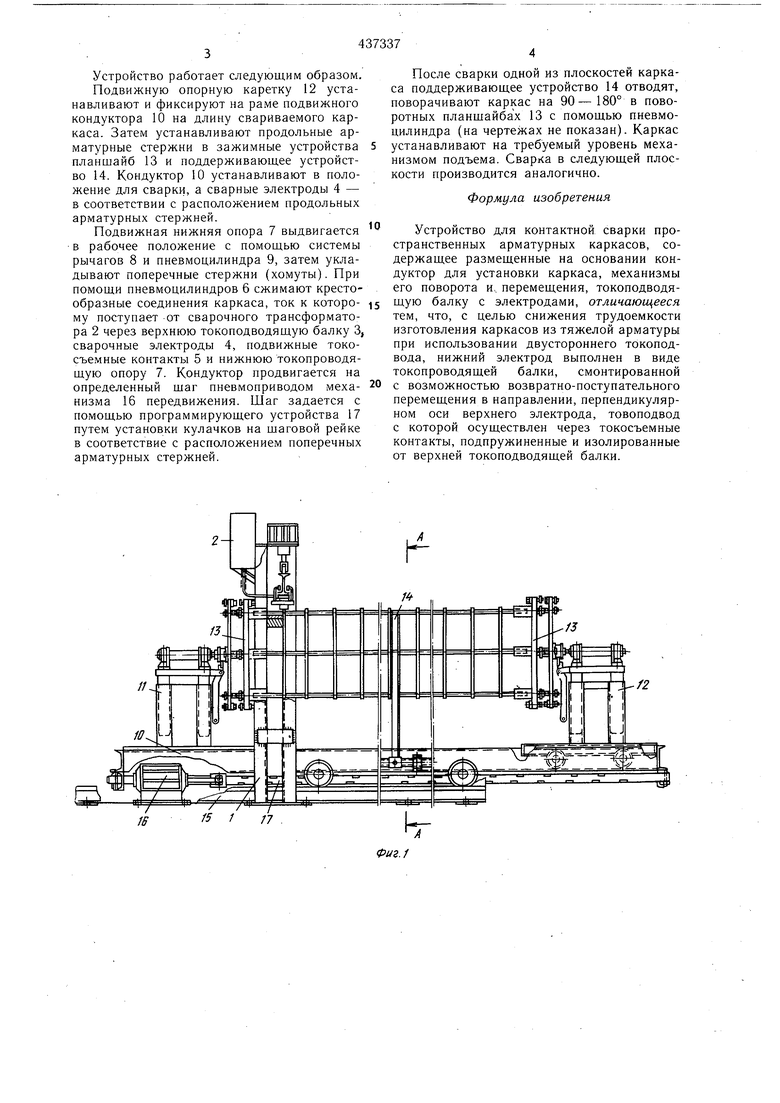
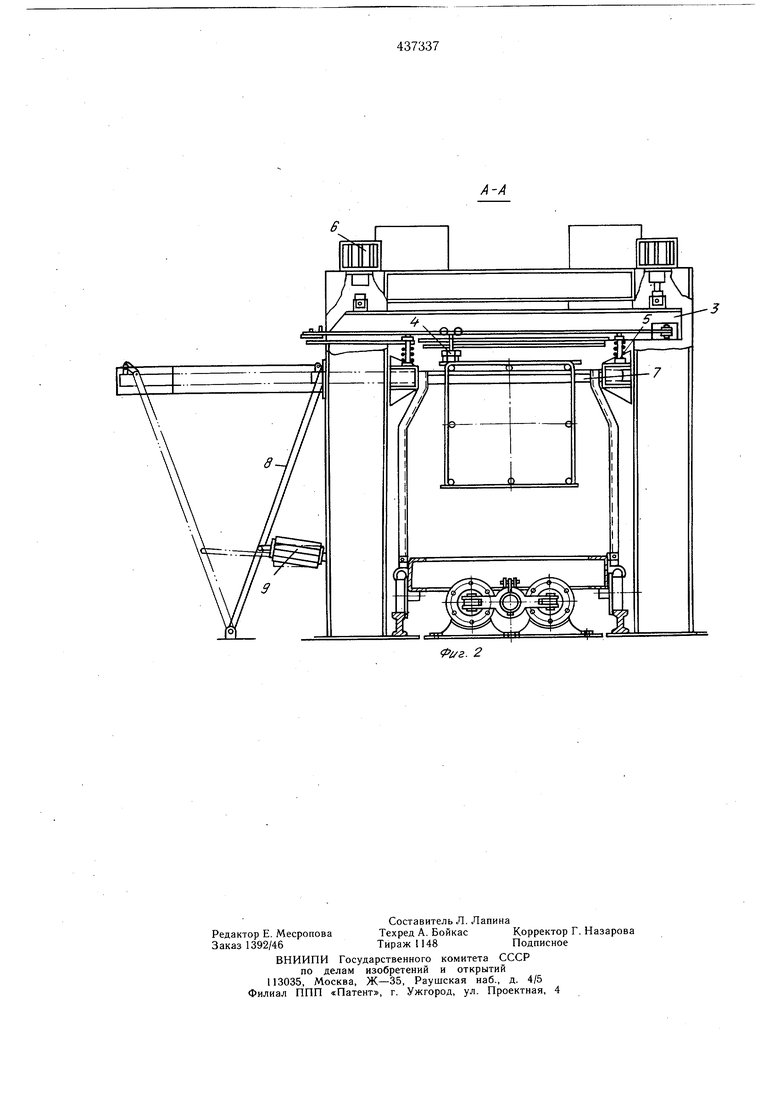
На фиг. 1 изображен общий вид установки в одной проекции; на фиг. 2 - разрез А-А фиг. 1.
Устройство состоит из основания 1, на котором установлены сварочные трансформаторы 2, подвижные верхняя токоподводящая балка 3 со сварочными электродами 4 и подпружиненными токосъемными контактами 5, совершающая возвратно-поступательное движение в вертикальной плоскости с помощью пневмоцилиндров 6, подвижная
токопроводящая опора 7, совершающая возвратно-поступательное движение в горизонтальной плоскости с помош,ью системы рычагов 8 и пневмоцилиндра 9, подвижного кондуктора 10 с неподвижной опорой 11 и подвижной опорой-кареткой 12, планшайбами 13 для установки продольных стержней каркаса, подъемным устройством (на чертежах не показано) для установки каркаса на требуемый уровень и поддерживающим устройством 14, перемещаемого по направляющим 15 с помощью механизма 16 передвижения и программирующего устройства 17, представляющего собой шаговую рейку с набором упоров на длину шага, устанавливаемую на раму кондуктора. Устройство работает следующим образом. Подвижную опорную каретку 12 устанавливают и фиксируют на раме подвижного кондуктора 10 на длину свариваемого каркаса. Затем устанавливают продольные арматурные стержни в зажимные устройства планшайб 13 и поддерживающее устройство 14. Кондуктор 10 устанавливают в положение для сварки, а сварные электроды 4 - в соответствии с расположением продольных арматурных стержней. Подвижная нижняя опора 7 выдвигается в рабочее положение с помощью системы рычагов 8 и пневмоцилиндра 9, затем укладывают поперечные стержни (хомуты). При помощи пневмоцилиндров 6 сжимают крестообразные соединения каркаса, ток к которому поступает от сварочного трансформатора 2 через верхнюю токоподводящую балку 3, сварочные электроды 4, подвижные токосъемные контакты 5 и нижнюю токопроводящую опору 7. Кондуктор продвигается на определенный щаг пневмоприводом механизма 16 передвижения. Шаг задается с помощью программирующего устройства 17 путем установки кулачков на щаговой рейке в соответствие с расположением поперечных арматурных стержней. После сварки одной из плоскостей каркаса поддерживающее устройство 14 отводят, поворачивают каркас на 90-180° в поворотных планщайбах 13 с помощью пневмоцилиндра (на чертежах не показан). Каркас устанавливают на требуемый уровень механизмом подъема. Сварка в следующей плоскости производится аналогично. Формула изобретения Устройство для контактной сварки пространственных арматурных каркасов, содержащее размещенные на основании кондуктор для установки каркаса, механизмы его поворота и,, перемещения, токоподводящую балку с электродами, отличающееся тем, что, с целью снижения трудоемкости изготовления каркасов из тяжелой арматуры при использовании двустороннего токоподвода, нижний электрод выполнен в виде токопроводящей балки, смонтированной с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси верхнего электрода, товоподвод с которой осуществлен через токосъемные контакты, подпружиненные и изолированные от верхней токоподводящей балки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для констактной сварки объемных арматурных каркасов | 1973 |
|
SU498126A1 |
| Устройство для контактной сварки арматурных каркасов | 1982 |
|
SU1178558A1 |
| Линия для изготовления пространственных арматурных каркасов | 1987 |
|
SU1440646A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для изготовления пространственных арматурных каркасов | 1986 |
|
SU1409435A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Устройство для контактной сварки пространственных арматурных каркасов | 1986 |
|
SU1386404A1 |
15 1 /7
