1
Изобретение относится к области сварки внутренних швов и может быть использовано при изготовлении элементов станционных трубопроводов крупных энергоблоков атомных ,и тепловых электростанций.
Известны установки для сварки .внутренних швов, содержащие консольно установленную штангу со сварочной головкой.
Такая установка сваривает внутренние швы только (Прямолинейных изделий, что сужает технологические возможности сварки.
Целью изобретения является упрош,ение переналадки (При сварке изделий различных типоразмеров.
Это достигается тем, что консольная штанга выполнена многозвенной s виде наббра стержней, последовательно соединенных между собой посредством шарниров с фиксаторами. При этом фиксаторы выполнены в виде :клеммовых зажимов.
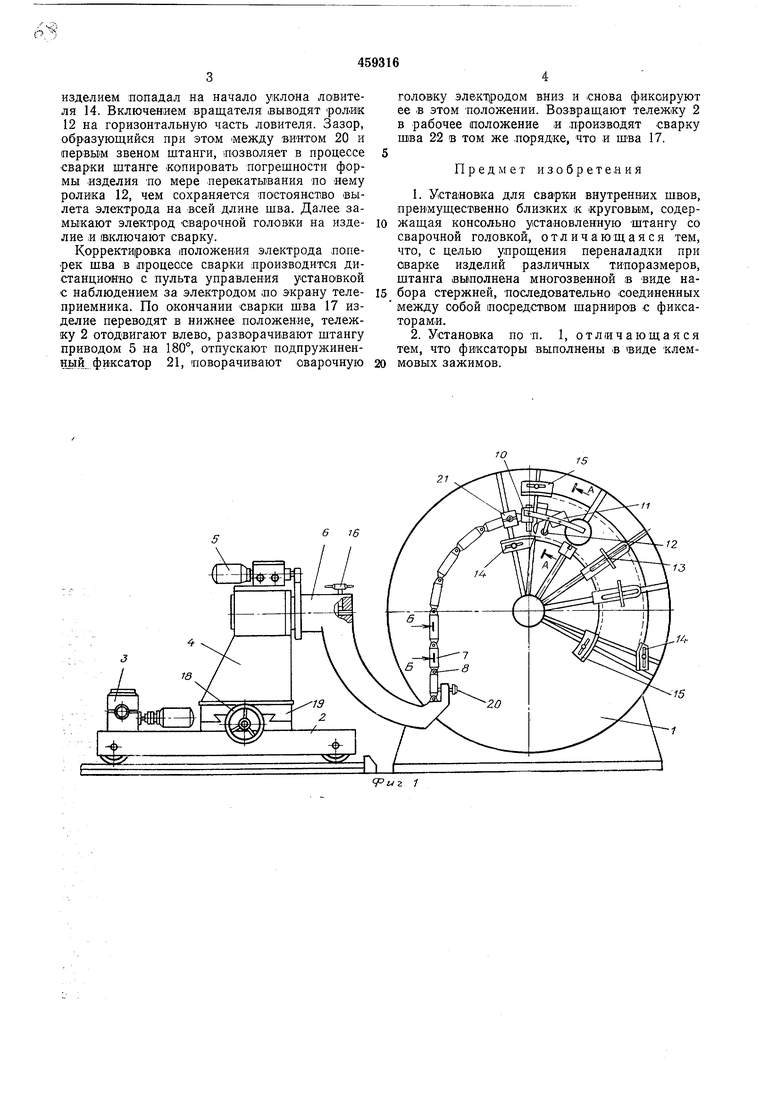
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - разрез по А-А на ф,иг. 1; «а фиг. 3 - разрез по Б-Б на фиг. 1.
Установка состоит из врапдателя 1 и тележки 2 с приводом 3 ее перемещения, на которой закреплена стойка 4 со штангой и приводом 5 ее -поворта. Штанга содержит хобот 6, посаженный на подшипниках в стойке 4, и звенья 7, соединенные между собой шарнирами 8. Шарнир 8, пружпны которого одновременно являются клеммоБым зажимом, может стягиваться винтом 9.
На .последнем звене штанги закреплен сварочный автомат 10 с механизмом дистанционной корректировки положения электрода относительно стыка в процессе сварки, передающая «а.мера И телевизионной установки и опорный ролик 12.
Установка работает следующим образом.
Предварительно собранное и прихваченное колено крепят зажимами 13 на планшайбе вращателя на расстоянии от центра вращения, равном радиусу изгиба .колена. Перед торцом изделия закрепляют ловитель 14 и выводной
кронштейн 15. Тележка со штангой отведена влево. Включением привода 5 поворачивают штангу так, чтобы плоскость ее изгибов расположилась горизонтально. По шаблону, закрепляемому в отве1рстии хобота винтом 16,
П1танге с помощью шарниров 8 с ввнтами 9 (Придают форму, соответствуюп1,ую изгибу свариваемого колена, и возвращают ее приводом 5 в исходное для сварки шва 17 верхнее положение.
Далее подводят тележку со штангой к изделию и вращением маховичка 18 выставляют сварочную головку 10 на стык, сдвигая стойку 4 на салазках 19 в зависимости от диаметра колена. Винтом 20 устанавливают штангу так,
чтобы ролик 12 при вращении планшайбы с
изделием попадал на начало уклона ловителя 14. Включением вращателя выводят ролик 12 на горизонтальную часть ловителя. Зазор, образующийся при этом между винтом 20 и первым звеном штанги, тозволяет в процессе сварки штанге .копировать погрешности формы изделия ПО мере перекатывания по иему ролика 12, чем сохраняется постоянство вылета электрода на всей длине шва. Далее замыкают электрод Сварочной головки на изделие ;И включают сварку.
Корректи|р01вка 1положения электрода поперек шва в процессе сварки производится дистанционно с пульта управления установкой с наблюдением за электродом по экрану телеприемника. По окончании сварки шва 17 изделие переводят в нижиее положение, тележку 2 отодвигают влево, разворачивают штангу приводом 5 на 180°, отпускают подпружиненный, фИКсатор 21, поворачивают сварочную
головку элект1родом вниз и снова фиксируют ее iB этом положении. Возвращают тележку 2 в рабочее положение и производят сварку шва 22 в том же порядке, что и шва 17.
Предмет изобретения
1.Установка для сварки внутренних швов, преимущественно близких к круговым, содержащая консольно установленную Штангу со сварочной головкой, отличающаяся тем, что, с целью упрощения переналадки при сварке изделий различных типоразмеров, штанга выполнена многозвенной ;в виде набора стержней, последовательно соединенных между собой посредством шарниров с фиксаторами.
2.Установка по п. I, отличающаяся тем, что фиксаторы выполнены в виде клеммовых зажимов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки внутренних продольных швов | 1973 |
|
SU458409A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| ПОЛЕВАЯ МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ СВАРКИ ТРУБНЫХ УЗЛОВ И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2433897C2 |
| Установка для сварки секционных отводов | 1979 |
|
SU774886A1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ВНУТРЕННИХ СПИРАЛЬНЫХ И КОЛЬЦЕВЫХ ШВОВ | 1972 |
|
SU351654A1 |

1
л-/
Б-Б
fui 3
