(54) МАШИНА ПОРШНЕВОГО ТИПА ДЛЯ ПЕРЕРАБОТКИ ПЛАСТМАСС В ИЗДЕЛИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина для переработки полимерных материалов | 1975 |
|
SU566739A1 |
| Роторная литьевая машина для изготовления изделий из полимерных материалов | 1990 |
|
SU1771980A1 |
| Машина для переработки термопластичных материалов | 1983 |
|
SU1132455A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1965 |
|
SU175640A1 |
| Пресс | 1982 |
|
SU1143605A1 |
| Установка для изготовления изделий из пластмасс | 1980 |
|
SU939221A1 |
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU292822A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1426821A1 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
Изобретение относится к переработке термореактивных пластмасс в изделия и может быть использовано для изготовления деталей в различных отраслях промышленности, например в машиностроении, в радиотехнической промышленности. Известна машина для переработки пластмасс в изделия литьем под давлением, содержащая неподвижную и подвижную плиты для крепления пресс форм, механизм запирания пресс-форм материальный цилиндр с размещенным в нем червяком и механизм впрыска tlj. Недостатками машины являются сложность изготовления червяка и невозможность обеспечения червяком достаточного давления впрыска для п дачи материала в пресс-форму. ; Наиболее близким к изобретению по технической сущности и достигаемому результату является машина поршневого типа для переработки пластмасс в изделия, содержащая неп вижную и подвижную плиты с установленной между ними пресс-формой, материальный цилиндр с размещенным в нем поршнем, гидроцилиндры смыкания пресс-формы и впрыска материала 2. Недостатком указанной машины поршневого типа является низкая надежность в работе из-за преждевременного износа направлякядих поверхностей материального цилиндра и поршня, проявляющегося, как правило, в виде глубоких задиров, возникающих вследствие технологических пргрешностей изготовления (увод оси цилиндра, отклонение от соосности осей поршня и привода) и большой консоли поршня. Цель изобретения - повышение надежности машины за счет устранения возможности возникновения задиров на поверхностях материального цилиндра и поршня преимущественно при переработке термореактивных материалов. Это достигается тем, что в машине поршневого типа для переработки пластмасс в изделия, содержащей неподвижную и подвижную плиты с установленной между ними прессформой, материальный цилиндр с размещенным в нем поршнем, гидроцилиндры с1/ыкания пресс-формы и впрыска материала, поршень выполнен в виде рабочей головки , смонтированной с
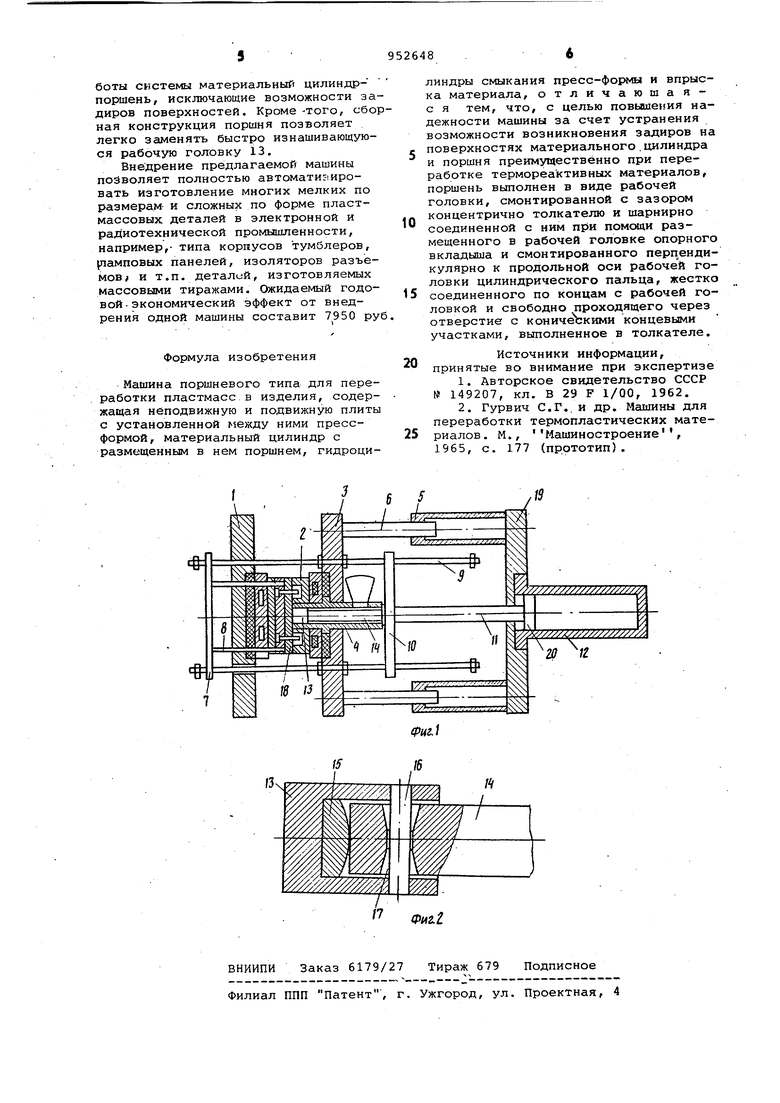
зазорсм концентрично толкателю и шанирно соединенной с ним при помощи размещенного в рабочей),-; головке опоного вкладыша я смонтированного перпендикулярно к продольной оси рабочей головки цилиндрического паль|ца, жестко соединенного по концам с рабочей головкой и свободно проходящего через отверстие с койическими концевыми участками, выполненное в толкателе.
Данное решение создает условия дл обеспечения самоцентрирования системы материальный цилиндр-поршень.
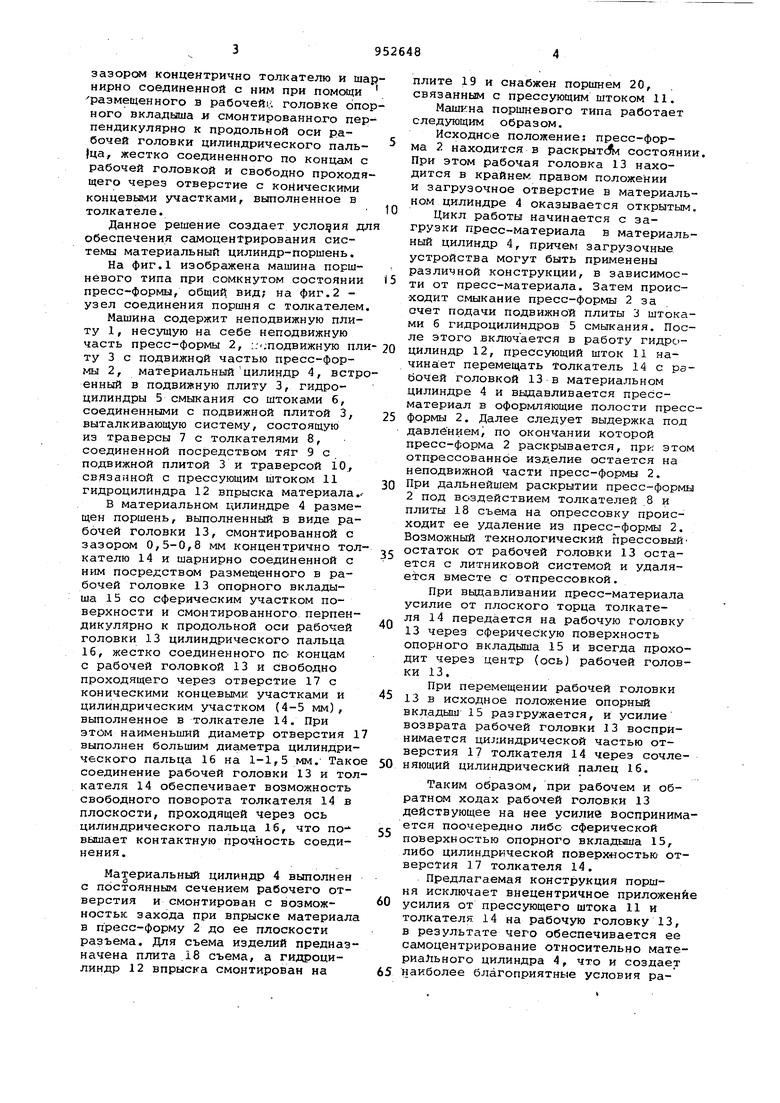
На фиг.1 изображена машина поршневого типа при сомкнутом состоянии пресс-формы, общий вид; на фиг.2 узел соединения поршня с толкателем
Машина содержит неподвижную пЛиту 1, несущую на себе неподвижную часть пресс-формы 2, ::подвижную пли ту 3 с подвижной частью пресс-формы 2, материальныйцилиндр 4, встроенный в подвижную плиту 3, гидроцилиндры 5 смыкания со штоками 6, соединенными с подвижной плитой 3, выталкивающую систему, состоящую из траверсы 7 с толкателями 8, соединенной посредством тяг 9с подвижной плитой 3 и траверсой 10, связанной с прессующим штоком 11 гидроцилиндра 12 впрыска материала .
В материальном цилиндре 4 размещен поршень, выполненный в виде рабочей головки 13, смонтированной с зазором 0,5-0,8 мм концентрично тол кателю 14 и шарнирно соединенной с ним посредством размещенного в рабочей головке 13 опорного вкладыша 15 со сферическим участком поверхности и смонтированного перпендикулярно к продольной оси рабочей головки 13 цилиндрического пальца 16, жестко соединенного по концам с рабочей головкой 13 и свободно проходящего через отверстие 17 с коническими концевыми участками и цилиндрическим участком (4-5 мм), выполненное в толкателе 14. При этом наименьший диаметр отверстия 1 выполнен большим диаметра цилиндрического пальца 16 на 1-1,5 мм. Тако соединение рабочей головки 13 и толкателя 14 обеспечивает возможность свободного поворота толкателя 14 в плоскости, проходящей через ось цилиндрического пальца 16, что повышает контактную прочность соединения.
Материальный цилиндр 4 выполнен с постоянным сечением рабочего отверстия и смонтирован с возможностьгс захода при впрыске материала в пресс-форму 2 до ее плоскости разъема. Для съема изделий предназначена плита 18 съема, а гидроцилиндр 12 впрыска смонтирован на
плите 19 и снабжен поршнем 20, связанным с прессующим штоком 11.
Машина поршневого типа работает следующим образом.
Исходное положение: пресс-форма 2 находится в раскрытЛл состоянии При этом рабочая головка 13 находится в крайнем правом положении и загрузочное отверстие в материальном цилиндре 4 оказывается открытым
Цикл работы начинается с загрузки пресс-материала в материальный цилиндр 4, причем загрузочные устройства могут быть применены различной конструкции, в зависимости от пресс-материала. Затем происходит смыкание пресс-формы 2 за счет подачи подвижной плиты 3 штоками б гидроцилиндров 5 смыкания. После этого включается в работу гидроцилиндр 12, прессующий шток 11 начинает перемещать Толкатель 14 с рзбочей головкой 13 в материальном цилиндре 4 и выдавливается прессматериал в оформляющие полости прессформы 2. Далее следует выдержка под давлением, по окончании которой пресс-форма 2 раскрывается, при этом отпрессованное изделие остается на неподвижной части пресс-формы 2. При дальнейшем раскрытии пресс-формы 2 под воздействием толкателей .8 и плиты 18 съема на опрессовку происходит ее удаление из пресс-формы 2. Возможный технологический прессовый остаток от рабочей головки 13 остается с литниковой системой и удаляется вместе с отпрессовкой.
При выдавливании пресс-материала усилие от плоского торца толкателя 14 передается на рабочую головку 13 через сферическую поверхность опорного вкладыша 15 и всегда проходит через центр (ось) рабочей головки 13.
При перемещении рабочей головки 13 в исходное положение опорный вкладыш 15 разгружается, и усилие возврата рабочей головки 13 воспринимается цилиндрической частью отверстия 17 толкателя 14 через сочленяющий цилиндрический палец 16.
Таким образом, при рабочем и обратном ходах рабочей головки 13 действующее на нее усилие воспринимается поочередно либо сферической поверхностью опорного вкладыша 15, либо цилиндрической поверх«остью отверстия 17 толкателя 14.
Предлагаемая конструкция поршня исключает внецентричное приложени усилия от прессующего штока 11 и толкателя 14 на рабочую головку 13, в результате чего обеспечивается ее самоцентрирование относительно материального цилиндра 4, что и создает наиболее благоприятные условия ра
