1
Изобретение отиосится к области текстильной и радиотехнической промышленности, в часпности для автоматизации технологического процесса пропитки и сушки текстильных изделий, например паковок с нитями.
Известна цото:ч;ная линия для пропитки И сушки изделий, содержащая аппараты для нролнтки и сушки, держатели для издел-ий, средств для загрузки и выгрузки держателей с изделия:ми и блок управления.
Однако известная поточная линия не позволяет обрабатывать текстильные лзделия однювременно с .несколькими техиологическимм реж.имами.
Предлагаемая поточная линия для расширения технологичбских возможностей снабжена перегружателями с захватами, установленными у каждого аппарата с возмож ностыо поворота вокруг своей оси, а каждый держатель снабжен адресо вателем, связанным с блоком упра-влен.ия.
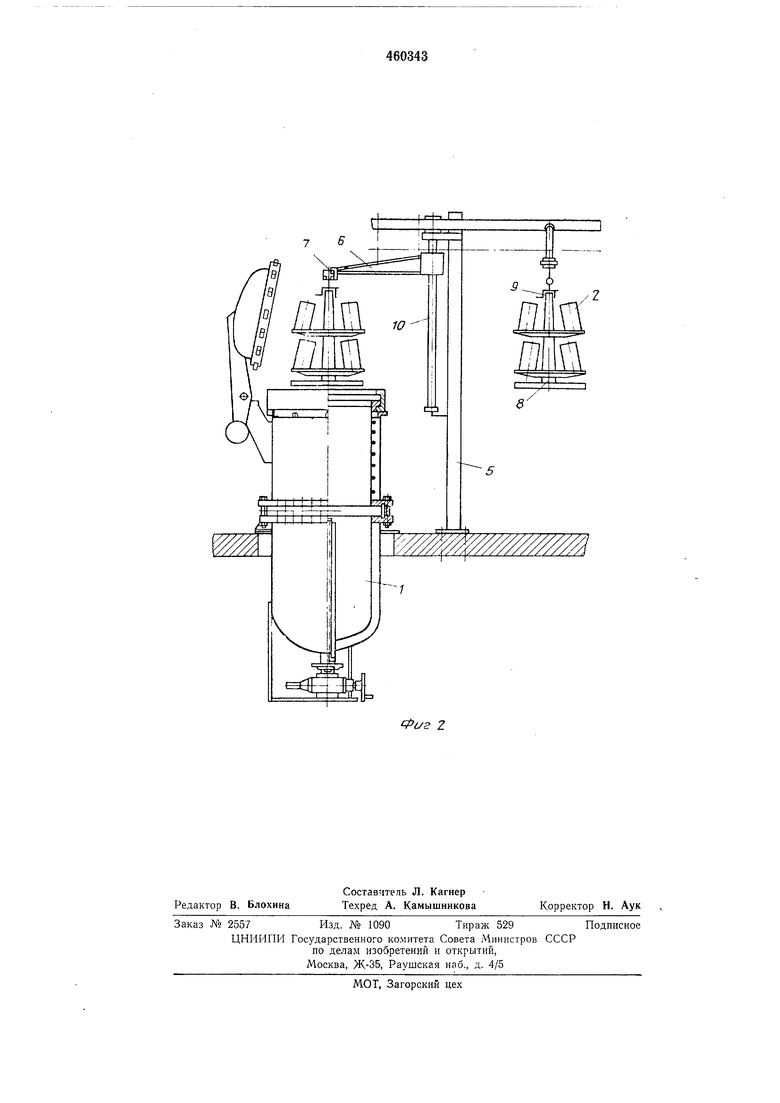
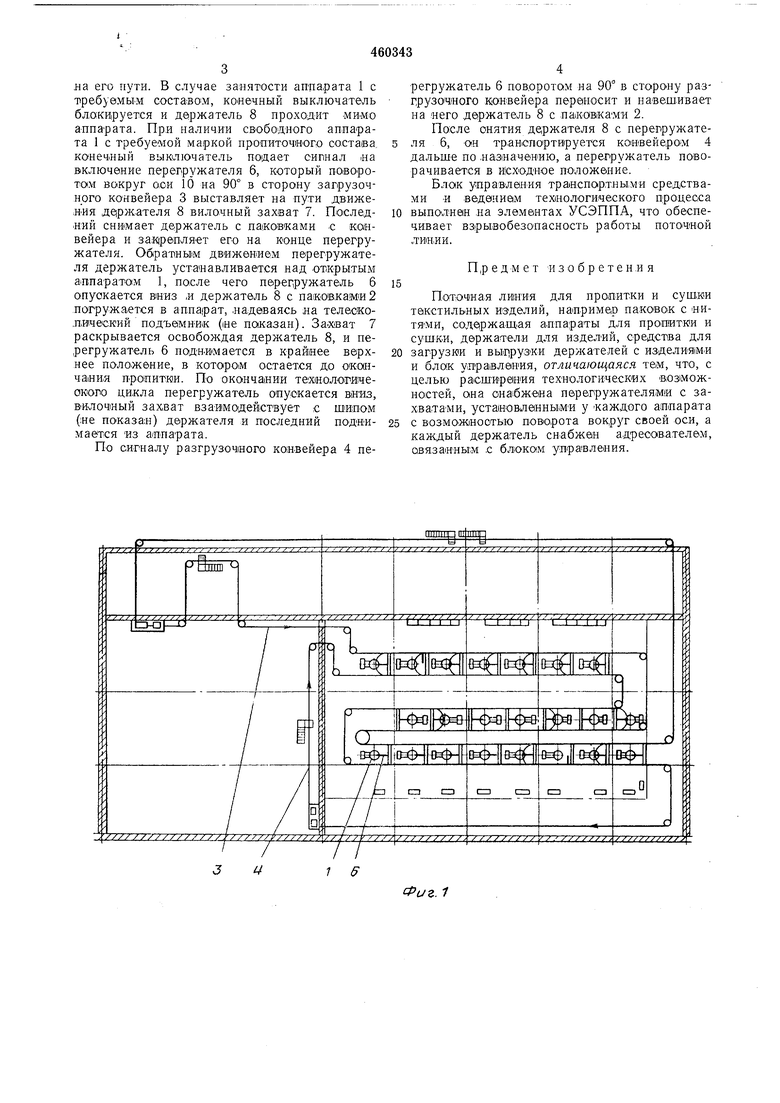
На фиг. 1 показана предлагаемая поточная линия; на фиг. 2 - перегружатель с аппаратом для пропитки и сушки.
Поточная линия состоит из ряда аппаратов 1 для сушки и нропиТКИ паковок 2 с нитями, расположенных по хо-ду технологического процесса. Вдоль рядОВ анпарато-в с обеих сторон расположены две трассы подвесных конвейеров: загрузочный конвейер 3 и
разгрузочный конвейер 4. Конвейеры крелятся к опорам 5. На опоре по трассе комвейера против каждого аппарата установлены автоматические перегружатели б с вилочными
захватами 7, которые осуществляют съем с конвейера держателей с паковками, sai pysiKy их в аппараты, выгрузку и подачу на конвейер паковок 2 с нитями при помощи держателей 8, снабженных адресователямя 9. Перелружатеди монтируются на осях 10. Держатель служит одновременно для транспортировки сразу нескольких паковок с нитями и загрузки их в автоклавы без перегрузки.
Работа поточной линии происходит следующим образом. С помощью приспособления, например подъемного стола (на чертеже не ноказа.но), держатель 8 с паковками 2 навещивается на загрузочный конвейер 3, который тра.нспортирует его к одно-му из аппаратов 1 для сушки и прспитки.
Если линия работает на нескольких марках пропиточных составов, то адресователь 9 держателя 8 предварительно устанавливается в одно из положений, под индексом которого
зантифрована одна из марок пропиточного со,става.
При проходе держателя с пакс)вка1ми у аппарата с требуемым пропиточным со,ставом адресователь последовательно воздействует
на конечные выключатели, встречающиеся
ла его пути. В случае занятости аппарата 1 с требуемьш составом, конечный выключатель бдокируется и де ржатель 8 проходит мимо аппарата. Пр.и наличии свободного аппарата 1 с требуемой маркой прооиточного состава, конечный вык Л Очатель подает сипнал иа включение перегружателя 6, который поворотам вокруг о,си 10 на 90° в сторону загрузочного конвейера 3 выставляет на пути движе:НИя держателя 8 вилочный захват 7. Последкий снимает держатель с па ковками -с конвейера и за;К|реплЯет его на конце перегружателя. Обра-рньш движен1ием перегружателя держатель устава вливается над открытым аппаратом 1, после чего перегружатель 6 опускается вниз ,и держатель 8 с паковками 2 .погружается в аппарат, надеваясь иа телесколический подъамнвк (не показан). Захват 7 раскрывается освобождая держатель 8, и перегружатель 6 подБИмается в крайнее верхнее положение, в котором остается до окапчания пропитии. По окончании техиологичеокого цикла перегружатель опускается вниз, вилочный захват взаИмодеЙ1СТвует с Шипом (не показан) держателя и последний поднимается из аппарата.
По сигналу разгрузочного конвейера 4 перегружатель 6 поворотом на 90 в сторону разгрузочного конвейера переносит и навешивает на него держатель 8 с паковками 2.
После снятия держателя 8 с перегружателя 6, он тр-анспортируется конвейером 4 дальше по назначению, а перегружатель поворачивается в исходное положение.
Блок управления тран:спортными средствами и ведением тех1нологического процесса выполнен .на элементах УСЭППА, что обеспечивает взрывобезопасность работы поточной
ЛИ1НЛИ.
Предмет и з о б р е т е н .и я
Пот;ОЧ ная ЛИ1НИЯ для пропитки и сушки текстильных изделий, например паковок с нитями, .ая аппараты для пропитки и сушки, держатели для изделий, средства для
0 загрузк1и и выг|рузки держателей с изделия ми и блок управления, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена перегружателями с захватами, установленными у каждого аппарата
с возмОЖ1Ноотью поворота вокруг своей оси, а канадый держатель снабжен адреоов.ателем, овязанным с блокам управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАСАДКИ ПАКОВОК НА НОСИТЕЛЬ | 1993 |
|
RU2051244C1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Автоматическая мотальная машина | 1988 |
|
SU1650548A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Автоматизированный шпулярник для сновальных машин | 1984 |
|
SU1245530A2 |
| Устройство для отделки текстильных материалов в паковках | 1989 |
|
SU1703735A1 |
| Устройство для перезаправки шпулярника сновальных машин | 1982 |
|
SU1066927A1 |
| Намоточная машина | 1981 |
|
SU988731A1 |
| ПОТОЧНАЯ ЛИНИЯ СБОРКИ И СВАРКИ ТОПЛИВНЫХ БАКОВ | 1973 |
|
SU399351A1 |
| Перегружатель паковок | 1991 |
|
SU1801912A1 |