Изобретение относится к трубопрокатному производству, а именно к инструменту стана холодной прокатки труб.
Известен ручей валка пилигримового стана холодной прокатки труб, включающий зев подачн, зону редупирования, последовательно расположенные зоны обжатня, предкалибровки и калибровки и зев поворота.
Недостатком такого валка является ограничение величины подачи в очаг деформации.
Цель изобретения - осундествление редуцирования заготовки при обратном ходе валков и создание возможности для повышения величины подачи при прокатке на самоустанавливающейся оправке.
Это достигается тем, что зона редуцирования отделена от зоны обжатия зевом подачи.
На чертеже представлено предлагаемое изобретение.
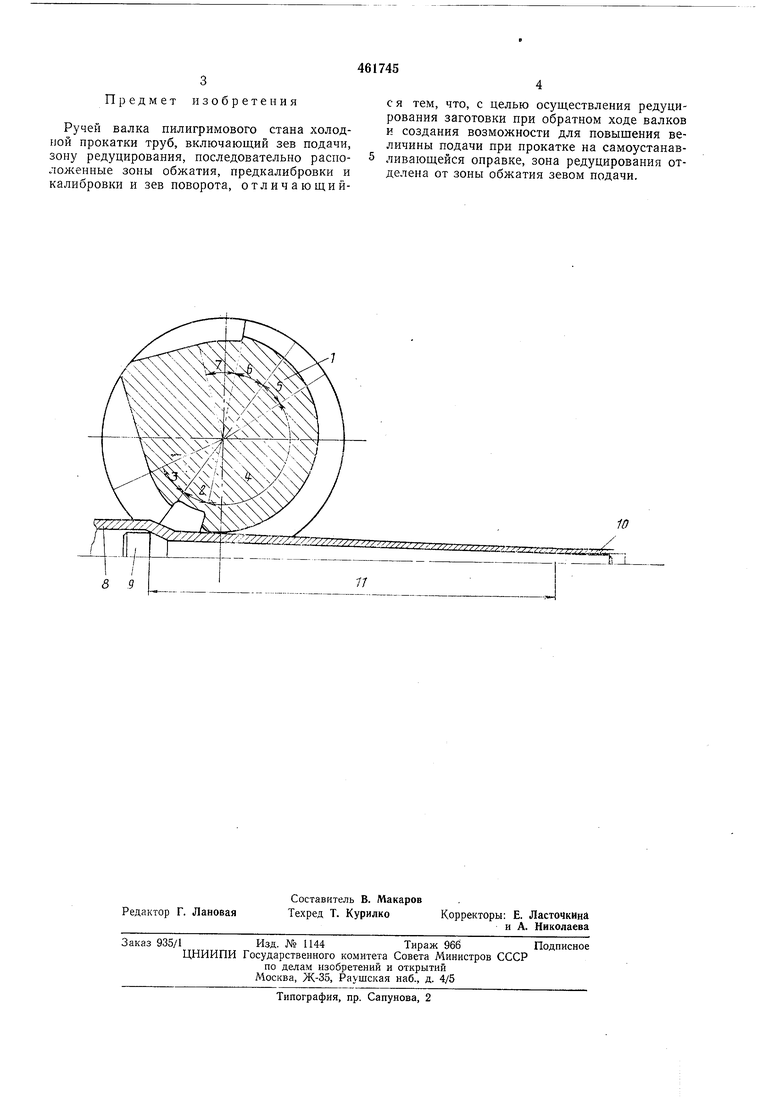
Ручей валка 1 состоит из зева нодачи 2, зон редуцирования 3, обжатия 4, предкалибровки 5, калибровки 6 и холостого зева поворота 7.
Прокатка заготовки 8 на самоустанавливающейся оправке 9 валком с описанным ручьем осуществляется следующим образом.
В момент открытия зева подачи 2 (может быть подачи и поворота) осуществляется подача (и поворот) заготовки 8 вместе с оправкой 9, размещенной внутри заготовки 8, в очаг деформации.
Затем валки 1 (на чертеже показан один валок) соверщают ход вперед и осуществляют обжатие заготовки 8 в зонах обжатия 4, предкалибровки 5 и калибровки 6. При этом образуется участок готовой трубы 10. Продвижение оправки 9 в этих условиях вместе с участком готовой трубы 10 ограничивается коническим участком рабочего конуса 11, которой формируется в зоне редуцирования 3. Перед
обратным ходом валкоз в момент открывания холостого зева 7 осуществляется поворот заготовки 8. В момент обратного хода за счет упругих сил производится деформация рабочего конуса 11 в зонах калибровки 6, нредкалибровки 5, обжатия 4 и редуцирование его в зоне редуцирования 3, подача которого в очаг деформации была произведена ранее в течение прямого хода валков 1 на участке зева подачи 2.
В зоне редуцирования 3 при обратном ходе валков 1 нроисходит вытеснение оправкн 9 в сторону, противоположную направлению подачи. Это осуществляется за счет конического
участка оправкн 9, угол конусности которого больще угла трения. Прн последующем прямом ходе валков 1 в зоне редуцирования 3 происходит обкатка заготовки 8. При этом оправка 9 относительно заготовки 8 остается неподвижной.
Предмет изобретения
Ручей валка пилигримового стана холодной прокатки труб, включающий зев подачи, зону редуцирования, последовательно расположенные зоны обжатия, предкалибровки и калибровки и зев поворота, отличающийс я тем, что, с целью осуществления редуцирования заготовки при обратном ходе валков и создания возможности для повышения величины подачи при прокатке на самоустанавливающейся оправке, зона редуцирования отделена от зоны обжатия зевом подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ручей валка для пилигримовой прокатки труб | 1976 |
|
SU670350A1 |
| Технологический инструмент дляХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU822937A1 |
| Инструмент для холодной прокатки труб | 1983 |
|
SU1152675A1 |
| Привод качания пилигримовых валков стана холодной прокатки труб | 1980 |
|
SU944692A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| Способ периодической прокатки труб | 1980 |
|
SU921646A1 |
| Способ пилигримовой прокатки труб | 1982 |
|
SU1018734A1 |
| Опорная планка роликового стана холодной прокатки труб | 1982 |
|
SU1047558A1 |
| Способ холодной пилигримовой прокатки труб | 1980 |
|
SU936533A1 |
10
