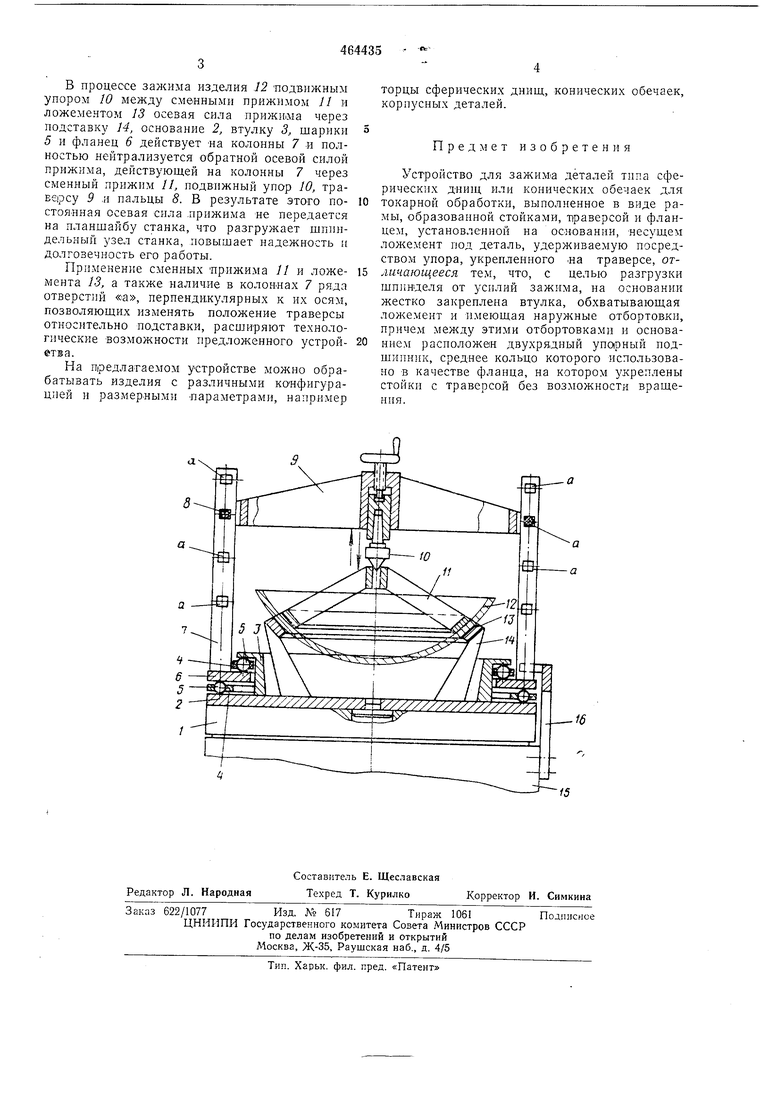
В процессе зажима изделия 12 -подвижным упором 10 между сменными прижимом // и ложементом 13 осевая сила прижима через подставку 14, основаиие 2 втулку 3, шарики 5 и фланец 6 действует «а колонны 7 и полностью нейтрализуется обратной осевой силой прижима, действующей на колонны 7 через сменный прижим 11, подвижный упор 10, траверсу 9 ,и пальцы 8. В результате этого постоЯНная осевая сила .прижима не передается на планшайбу станка, что разгружает ши идельный узел станка, повышает надежность п долговечность его работы.
Применение сменных прижима П и ложемента 13, а также наличие в колонках 7 ряда отверстий «а, перпенди.кулярных к их осям, позволяюших изменять положение траверсы относительно подставки, расо:иряют технологические возможности предложенного устройетва.
На предлагаемом устройстве можно обрабатывать изделия с различными конфигурацией и paSjMep.HbiMH параметрами, например
торцы сферических днищ, конических обечаек, корпусных деталей.
Предмет изобретения
Устройство для зажим-а деталей типа сферических днищ или конических обечаек для токарной обработки, выполненное в виде рамы, образованной стойками, цраверсой и фланцем, установленной на основании, яесущем ложемент под деталь, удерживаемую посредством уцора, укрепленного «а траверсе, отличающееся тем, что, с целью разгрузки шпинделя от усилий зажима, на основании жестко закреплена втулка, обхватывающая ложемент и имеющая наружные отбортовки, причем этими отбортовками п основанием расположен двухрядный упорный иодщипник, среднее кольцо которого использовано в качестве фланца, на котором укреплены стойки с траверсой без возможности вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |
| Устройство для зажима деталей | 1979 |
|
SU831498A2 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРИЖАТИЯ ДЕТАЛЕЙ ПРИ ИХ ПРИКЛЕИВАНИИ | 2004 |
|
RU2272185C2 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Способ сборки редукторов и устройство для его осуществления | 1984 |
|
SU1255353A1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2015 |
|
RU2615852C2 |
