1
Изобретение относится к области листовой штамповки, в частности к устройствам для изготовления полых деталей.
Известен многонозиционный штами для изготовления нолых деталей, установленный на станине пресса и содержащий поворотный болт с матрицами и вертикально подвижный блок с верхними матрицами.
С целью обеспечения возможности формования трубчатых деталей без бурта и выступающих элементов предлагаемый штамп снабжен съемниками-ограничителями, жестко связанными со станиной и располол енными соосно с верхними матрицами внутри последних.
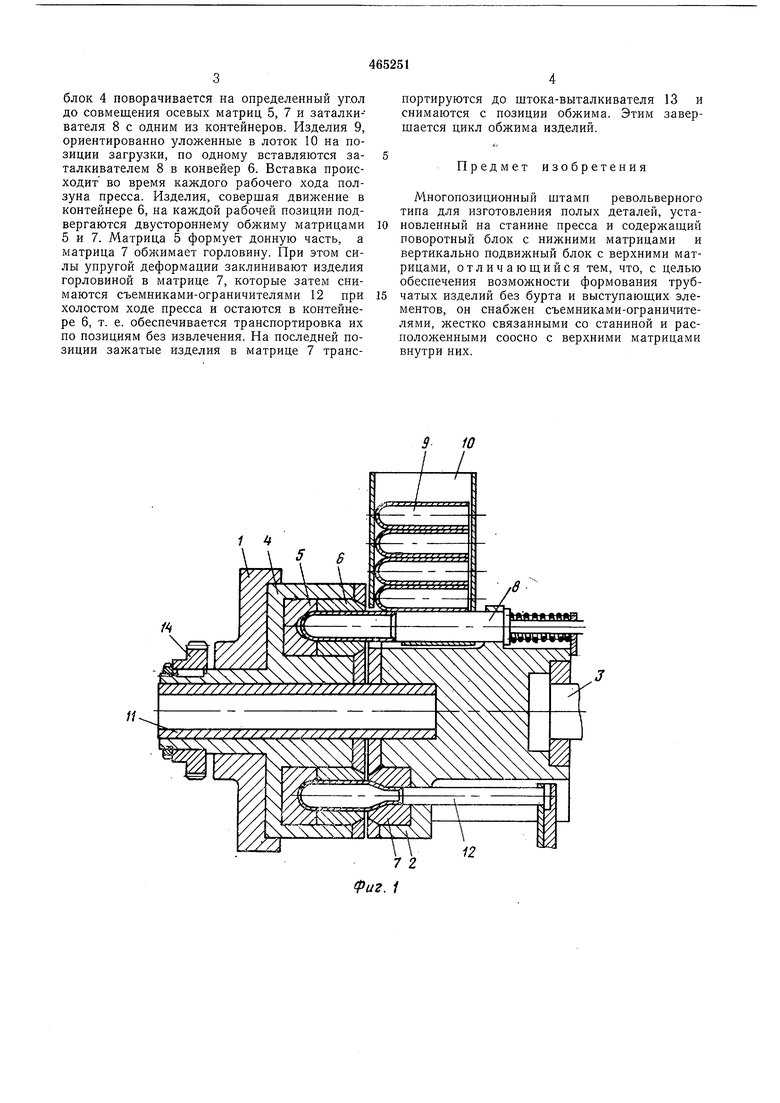
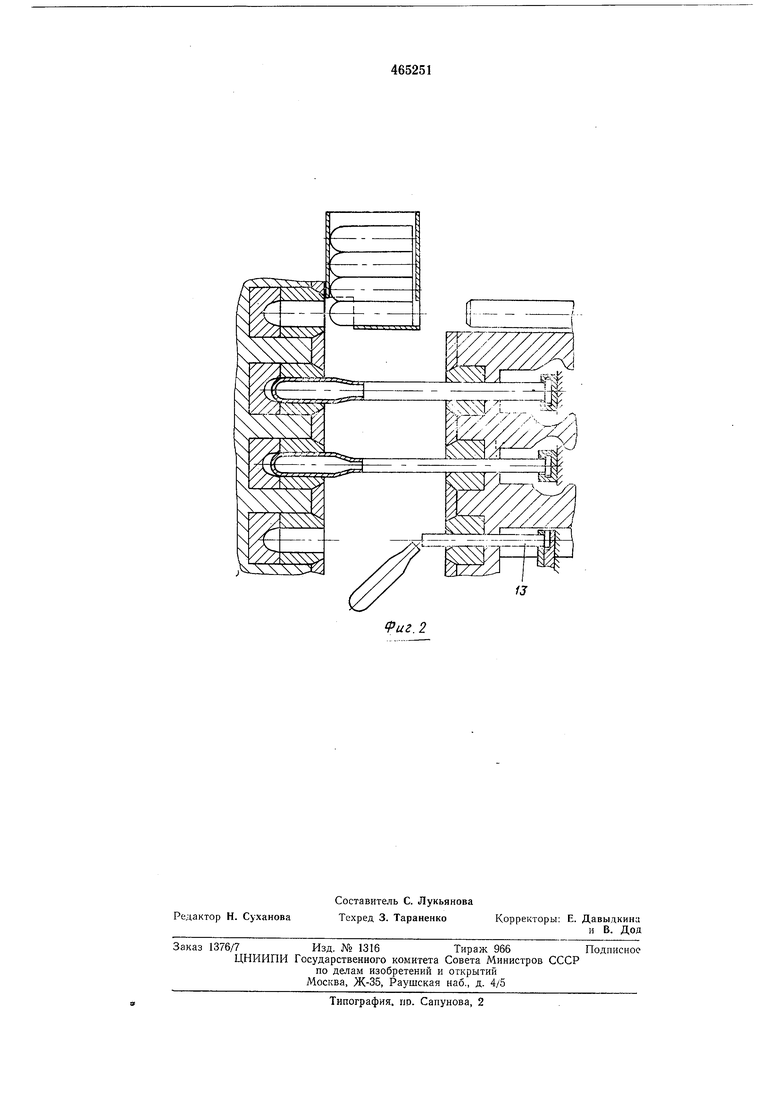
На фиг. 1 показан предлагаемый штамп в разрезе; на фиг. 2 - схема технологических переходов.
Штамп имеет плиту 1, неподвижно закрепленную на станине горизонтального пресса, и подвижный блок 2, который при помощи хвостовика 3 жестко прикреплен к ползуну пресса и вместе с ним совершает возвратно-поступательное движение. На плите 1 установлен транспортный блок 4, на котором по окружности размещены матрицы 5 обжима дна и несущие контейнеры 6.
В гнездах блока 2 на той же окружности, что и в блоке 4, по позициям размещены матрицы 7 обжима горловины, число которых соответствует числу переходов, необходимых
для полного формообразования изделий на этой же окружности. На позиции загрузки в блоке 2 вставлен подпружиненный заталкиватель 8, который подает обжимаемые изделия
9 по одному из лотка 10 в контейнер 6. Направляющая 11, жестко посаженная в блоке 2, обеспечивает взаимную центрацию блока 4 с блоком 2.
Неподвижные съемники-ограничители 12
независимо посажены внутри матриц 7 и установлены на каждой позиции, кроме загрузочной и последней, причем длина каждого последующего короче предыдущего на несколько миллиметров с тем расчетом, чтобы
в процессе поворота транспортного блока 4 исключить натыкание изделий на съемникиограничители. На последней позиции обжима установлен шток-выталкиватель 13, длина которого меньше длины предыдущего съемникаограничителя, по крайней мере на длину изделия. Это позволяет изделию после выталкивания его из матрицы 7 свободно (под собственным весом) поступать в лоток выгрузки. Для поворота блока 4 на определенный угол
на другом его конце закреплено храповое колесо 14.
Устройство работает следующим образом. Когда блок 2, прикрепленный хвостовиком 3 к прессу, заканчивает поступательное движение вправо (холостой ход), транспортный
блок 4 поворачивается на определенный угол до совмещения осевых матриц 5, 7 и заталкивателя 8 с одним из контейнеров. Изделия 9, ориентированно уложенные в лоток 10 на позиции загрузки, по одному вставляются заталкивателем 8 в конвейер 6. Вставка происходит во время каждого рабочего хода ползуна пресса. Изделия, совершая движение в контейнере 6, на каждой рабочей позиции подвергаются двустороннему обжиму матрицами 5 и 7. Матрица 5 формует донную часть, а матрица 7 обжимает горловину. При этом силы упругой деформации заклинивают изделия горловиной в матрице 7, которые затем снимаются съемниками-ограничителями 12 при холостом ходе пресса и остаются в контейнере б, т. е. обеспечивается транспортировка их по позициям без извлечения. На последней позиции зажатые изделия в матрице 7 транспортируются до штока-выталкивателя 13 и снимаются с позиции обжима. Этим завершается цикл обжима изделий.
Предмет изобретения
Многопозиционный штамп револьверного типа для изготовления полых деталей, установленный на станине пресса и содержащий поворотный блок с нижними матрицами и вертикально подвижный блок с верхними матрицами, отличающийся тем, что, с целью обеспечения возможности формования трубчатых изделий без бурта и выступающих элементов, он снабжен съемниками-ограничителями, жестко связанными со станиной и расположенными соосно с верхними матрицами внутри них.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Многопереходный штамп | 1974 |
|
SU582875A1 |
| Рабочий ротор | 1974 |
|
SU559811A1 |
| Штамп ГРШД | 1984 |
|
SU1242281A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для подачи и удаления заготовок | 1980 |
|
SU1017414A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
9 10
иг. 1
fj
fpuz.2
