Изобретение относится к области автоматического управления и предназначено для использования в системах числового программного управления металлорежущими станками.
Известны пульты цифрового программного управления станками, содержащие лентопротяжные механизмы программной перфоленты, связанные с блоками технологических команд, и блоки координатного управления, к выходам которых подключены шаговые двигатели, соединенные с исполнительными органами станка. Недостатками этих устройств являются их сложность и малое быстродействие.
Отличие описываемого устройства состоит в том, что оно содержит лентопротяжный механизм магнитной ленты и блок синхронизации, связанный с исполнительными органами станка, лентопротяжным механизмом программной перфоленты и лентопротяжным механизмом магнитной ленты, выходы которого соединены с блоками координатного управления.
Это позволяет упростить устройство и повысить его быстродействие.
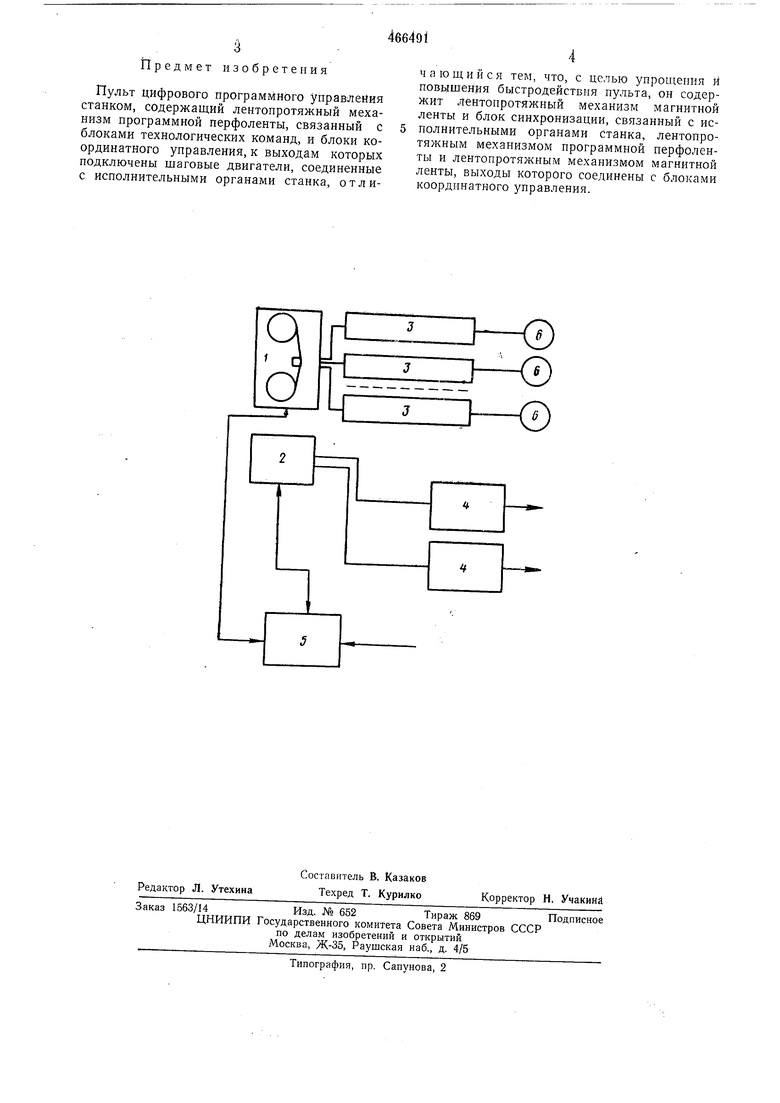
На чертеже показана функциональная схема описываемого устройства.
Устройство содержит лентопротяжный механизм магнитной ленты 1, лентопротяжный
механизм программной перфоленты 2, блоки координатного управления 3, блоки технологических команд 4, блок синхронизации 5 и щаговые двигатели 6.
Пульт работает следующим образом.
При включении первым начинает работать лентопротяжный механизм магнитной ленты. Если на магнитной ленте нет команд на переключение лентопротяжного механизма, то ведется отработка команд по координатам. При поступлении с магнитной ленты команды на отработку технологических команд останавливается лентопротяжный механизм магнитной ленты и включается лентопротяжный механизм программной перфоленты. На перфоленте технологические команды задаются в кодированном виде, и дешифрация их производится в блоках технологических команд. При отработке заданных в кадре технологических команд с выходов 7 исполнительных органов станка в блок синхронизации подается сигнал «выполнение команды, отключающий лентопротяжный механизм перфоленты и включающий лентопротяжный механизм магнитной ленты.
Число управляемых координат и технологических команд может быть любым, так как пульт компануется из унифицированных блоков, число которых выбрано в зависимости от
конструкции станка. 3 Предмет изобретения Пульт цифрового программного управления станком, содержащий лентопротяжный механизм программной перфоленты, связанный с блоками технологических команд, и блоки координатного управления, к выходам которых подключены шаговые двигатели, соединенные с исполнительными органами станка, от л ичающийся тем, что, с целью упрощения м повышения быстродействия пульта, он содержит Лентопротяжный механизм магнитной ленты и блок синхронизации, связанный с исполнительными органами станка, лентопротяжным механизмом программной перфоленты и лентопротяжным механизмом магнитной ленты, выходы которого соединены с блоками координатного управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Система программного управления сварочно-наплавочными станками | 1961 |
|
SU143181A1 |
| Система числового программногоупРАВлЕНия "TPACCA-Кп | 1979 |
|
SU813371A1 |
| Устройство для программного управления станком | 1985 |
|
SU1352458A1 |
| ИНТЕРПОЛЯТОР | 1970 |
|
SU272415A1 |
| Устройство для управления гидравлическим экскаватором | 1989 |
|
SU1778249A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для программного управленияСТАНКОМ | 1978 |
|
SU798717A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |
| Система для программного управления | 1984 |
|
SU1246053A1 |
