О) 9 М
Изобретение относится к области изготовления резьбы плоскими плашками.
Известен способ накатывания профилей двумя одинаковой длины подвижными плоскими плашками, по которому за один двойной ход накатывают одну заготовку.
С целью накатьшания профилей на двух заготовках за один двойной ход плашек по предлагаемому способу деформирование заготовок . осуществляют движением обеих плаше одна навстречу другой с разными ск ростями, при этом в начале каждого двойного хода одну из плашек передвигают с большей скоростью, затем обе плашки перемещают с равными скоростями в одном направлении , противоположном .направлению движения первой плашки с повышенной скоростью, после чего с большей скоростью перемещают вторую плашку с изменением направления ее движения на обратное.
В начале каждого хода плашки рамещают с перекрытием на одну четвертую часть их длины.
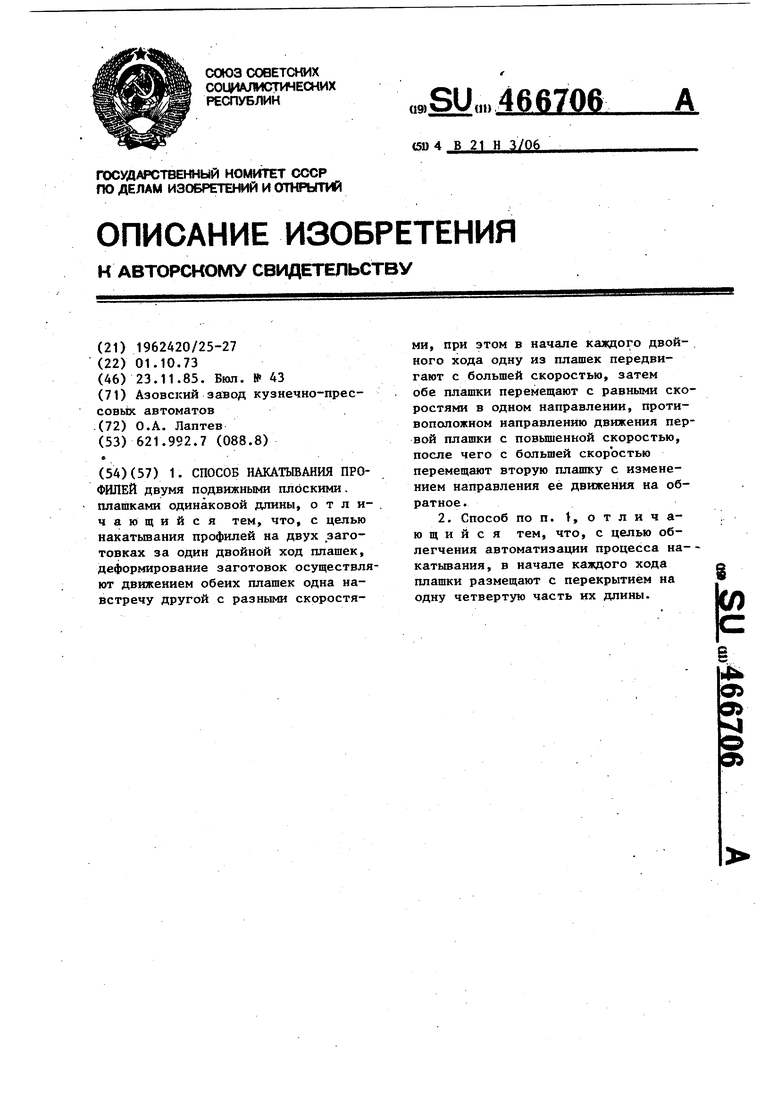
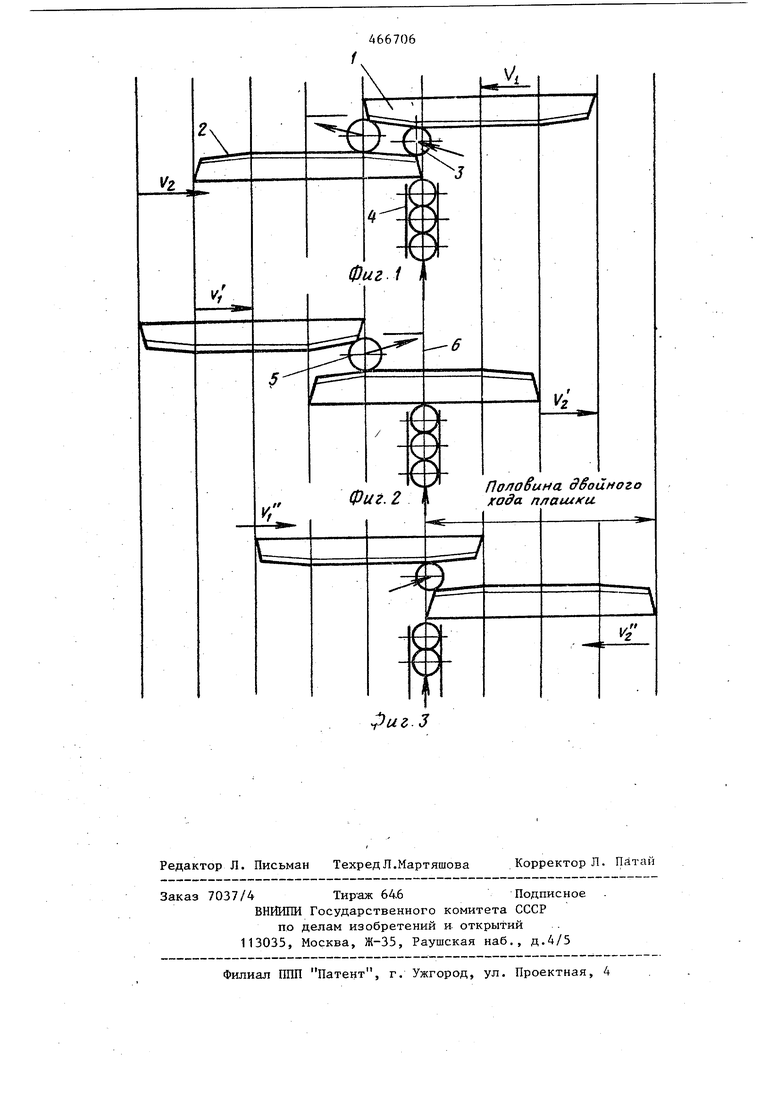
На фиг. 1-3 показаны положения плашек различных фазах накатывания.
Цикл двойного хода разбивается на три равные по величине части два рабочих хода и один холостой. .
Простейшим приводом, позволяющим осуществить движение накатных плашек по указанному закону, является четырехзвенньш кулисный механизм, имеющий две кулисы, которые качаются вокруг одной оси от двух кривошипов, расположенных под УГЛОМ 20° один к другому и закрепленных на общей оси вращения.
В. начале первой части цикла и в конце третьей накатные плашки 1 и находятся в исходном положении (рабочий ход).
Заготовка 3 подается из бункера А в зону накатьюания и закатывается между накатными плашками, перемещающимися во взаимно противоположных направлениях, при этом средняя скорость 1 перемещения плашки 1 в
66706 .2
цва раза больше средней скорости у плашки 2.
В процессе перемещения плашек заготовка вращается вокруг своей оЬи J против часовой стрелки и смещается , в сторону движения плашки 1.
В конце первой части дакла (рабочий ход) готовое изделие 5 выдается в приемный лоток 6, при этом 10 плашка 1 перемещается на половину .длины двойцого хода, а плашка 2 на четвертую часть длины двойного Хода.
В начале второй части цикла (холостой хрд) плашки двигаются в од ну сторону с равными средними скоростями Vi и VI и к концу второй части цикла перемещаются на четвертую часть длины двойного хода . 20 каждая плашка.
В конце второй части цикла (холостой ход) заготовка вторично подается из бункера в зону накатывания и закатывается между накатными 1.
25 цлашками, которые перемещаются
во взаимно противоположных направлениях, при этом средняя скорость перемещения плашки 2 в два раза больше средней скорости V перемещения плашки 1.
В процессе перемещения плашек заготовка вращается вокруг своей оси по часовой стрелке и смещается в сторону плашки 2, которая дви,- жется с большей скоростью, но заготовка смещается в ту же сторону,как и в первой части цикла.
К концу третьей части цикла (рабочий ход) готовое изделие подается д в прие.мный лоток, при этом плашка 1 переместилась на четвертую часть длины двойного хода, а плашка 2 - на половину длины двойного .хода, т.е. каждая плашка совершила один двой., ной ход.
После окончания третьей части цикла (рабочий ход) начинается первая часть цикла (рабочий ход), очередная заготовка подается в зону накатывания, и цикл повторяется.
В исходном положении, а также в начале каждой части цикла плашки перекрывают одна другую на одну четвертую часть длины.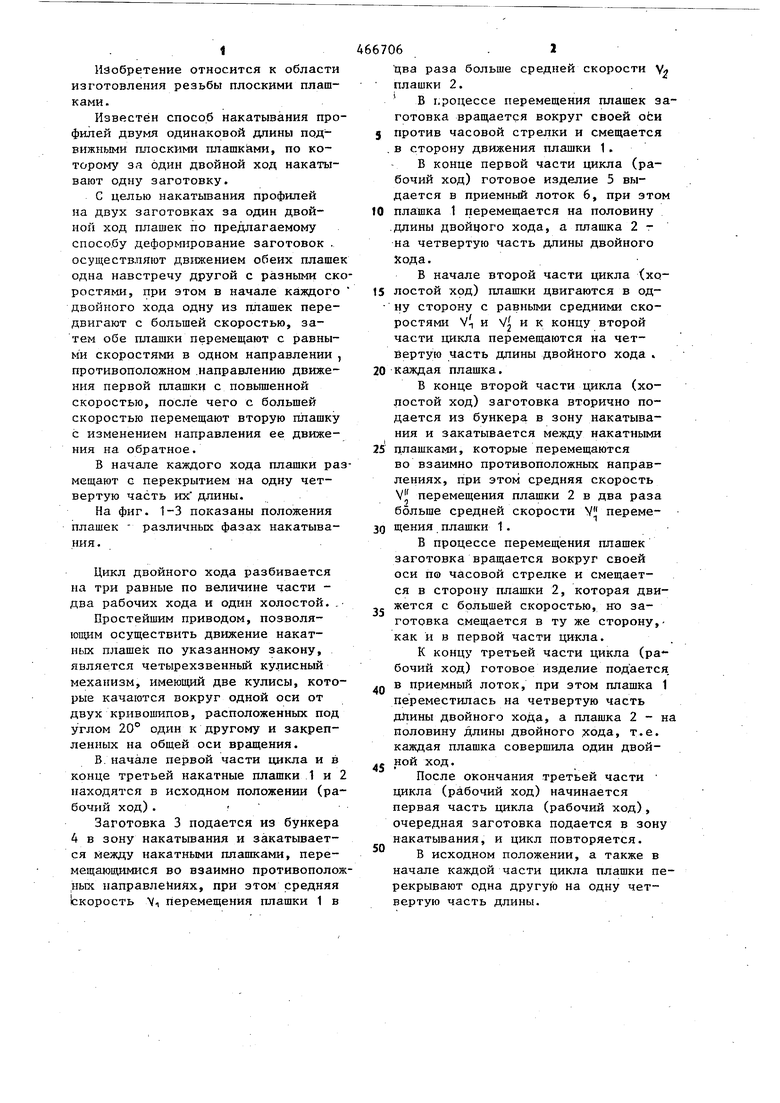
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Инструмент для накатывания резьбы | 1977 |
|
SU747599A1 |
| Способ формирования резьб | 1988 |
|
SU1572733A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ РЕЗЬБЫ НА ЗАГОТОВКАХ | 1937 |
|
SU52492A1 |
| Инструмент для одновременного накатывания резьбы и гладкой цилиндрической поверхности | 1988 |
|
SU1637923A1 |
| Станок-автомат для накатывания резьбы | 1986 |
|
SU1454559A1 |
| Автоматическое устройство для накатывания резьбы | 1986 |
|
SU1447504A1 |
| Резьбонакатной инструмент | 1980 |
|
SU919796A1 |
1. СПОСОБ НАКАТЫВАНИЯ ПРОФИЛЕЙ двумя подвижными плоскими. плашками одинаковой длины, отличающийся тем, что, с целью накатьшания профилей на двух .заготовках за один двойной ход плашек, деформирование заготовок осуществляют движением обеих плашек одна навстречу другой с разными скоростями, при этом в начале каждого двойного хода одну из плашек передвигают с большей скоростью, затем обе плашки перемещают с равными скоростями в одном направлении, противоположном направлению движения первой плашки с повышенной скоростью, после чего с большей скоростью перемещают вторую плашку с изменением направления ее движения на обратное.2. Способ по п. t, отличающий с я тем, что, с целью облегчения автоматизации процесса на— катывания, в начале каждого хода плашки размещают с перекрытием на одну четвертую часть их длины.§^