(54) СИСТЕМА УПРАВЛЕНИЯ ГЛАВНЫМ ПРИВОДОМ ОБЖИМНОГО РЕВЕРСИВНОГО ПРОКАТНОГО СТАНА
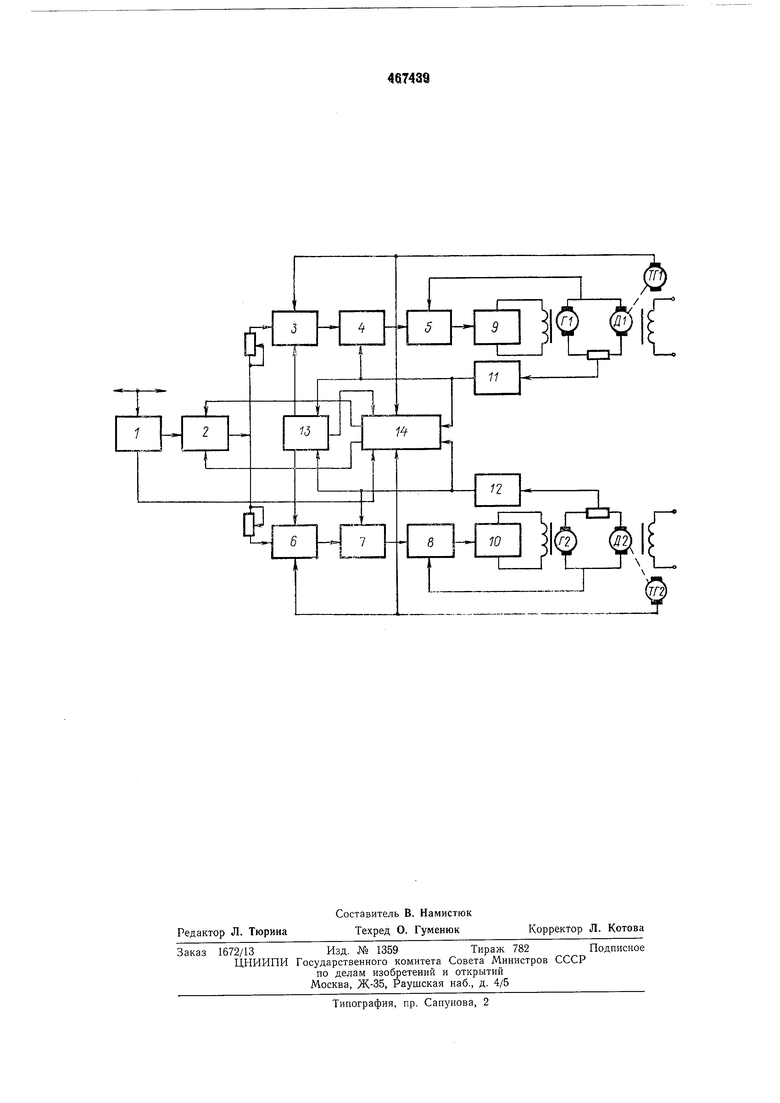
подключены ко входам регуляторов 3 и 6 и датчика 14. Ко входам датчика 14 присоединены также выходы задающего устройства 1 и датчиков скорости прокатных двигателей, а его выходы через переключающее устройство подключены ко входам задатчика 2 интепсивности.
В качестве задатчика интенсивности, регуляторов скорости тока, напряжения и деления нагрузок применены устройства унифицированной блочной системы регуляторов (УБСР), выполненные на базе усилителей постоянного тока, а датчика контроля пробуксовок - известное устройство автоматического контроля буксования прокатных валков.
Величина скорости и напряжения вращения двигателей задаются с помощью задающего устройства 1, выходной сигнал которого поступает на задатчик 2 интенсивности, содержащий переключающее устройство. Выходной сигнал задатчика 2, изменяющийся по заданному закону, подается на входы регуляторов 3 и 6 скорости. На другие входы регуляторов скорости поступают сигналы от датчиков скорости прокатных двигателей. Выходные сигналы регуляторов 3 и 6, являющиеся результатом сравнения заданного и фактического значения скорости, поступают на входу регуляторов 4 и 7 тока, задавая величину токов двигателей. Выходные сигналы регуляторов тока как результат сравнения заданного и фактического значений тока предста1вляют собой задание величины напряжения генераторов и поступают на входы регуляторов 5 и 8 напряжения. На другие входы регуляторов напряжения поступают сигналы, пропорциональные текущему значению напряжений генераторов. Выходные сигналы регуляторов напряжения являются управляющими сигналами возбудителей 9 и 10 генераторов. Распределение нагрузок между прокатными двигателями осуществляется регулятором 13 деления нагрузок, на входе которого сравниваются сигналы, пропорциональные токам двигателей верхнего и нижнего валков. Выходные сигналы регулятора поступают на входы регуляторов скорости каждого из двигателей и путем изменения напряжения генераторов обеспечивают выравнивание нагрузок.
Контроль устойчивости технологического процесса прокатки по характеру изменения токов и скоростей двигателей, сигналов задающего устройства и регулятора деления нагрузок производится датчиком 14 контроля пробуксовок IB контуре регулирования устойчивости процесса. При устойчивости процесса прокатки на выходах датчика 14 сигналы отсутствуют. Разгон привода до заданной скорости осуществляется с заданным (номинальным) ускорением. При появлении признаков развития пробуксовки полосы при разгоне привода на выходе датчика 14 появляется первый сигнал, который, воздействуя на переключающее устройство задатчика 2 интенсивности обеспечивает изменение его уставок и соответствующее снижение ускорения и ограничения скорости привода в текущем проходе до значений, необходимых для восстановления устойчивости процесса прокатки на данном стане. При пробуксовке полосы (полная потеря устойчивости процесса) на выходе датчика 14 появляется второй сигнал, который, воздействуя на переключающее устройство задатчика интенсивности, обеснечивает снижение скорости привода в текущем проходе до восстановления устойчивости процесса прокатки.
Система работает аналогично во всех проходах.
Значения ускорений и скоростей привода, необходимые для безбуксовочной прокатки, зависят от технологических условий и параметров оборудования и определяется статически для каждого стана в отдельности.
Система в этом выполнении обеспечивает снижение динамических нагрузок в механооборудовании стана при пробуксовках полосы путем регулирования ускорения и скорости привода в зависимости от устойчивости технологического процесса прокатки.
Предмет изобретения
Система управления главным приводом обжимного реверсивного прокатного стана с индивидуальным приводом рабочих валков, включающая задатчик интенсивности с переключающим устройством и контуры регулирования скорости с датчиком скорости, тока с датчиком тока, напряжения и соотнощения нагрузок прокатных двигателей, отличающаяся тем, что, с целью снижения динамических нагрузок в механооборудовании стана при пробуксовках полосы, она дополнительно содержит контур регулирования устойчивости технологического процесса прокатки, состоящий из датчика контроля пробуксовок с двумя выходами, регулятора деления нагрузок и задающего устройства, причем ко входам датчика контроля пробуксовок присоединены выходы датчиков тока и скорости прокатных двигателей, выходы задающего устройства и
регулятора деления нагрузок, а выходы датчика контроля пробуксовок через переключающее устройство подключены ко входам задатчика интенсивности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления главным приводом обжимного прокатного стана с индивидуальным приводом валков | 1976 |
|
SU725732A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ МОМЕНТОВ НА РАБОЧИХ ВАЛКАХ ПРОКАТНОЙ КЛЕТИ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2007 |
|
RU2362641C2 |
| Клеть непрерывной группы прокатного стана | 1981 |
|
SU944697A1 |
| Устройство для автоматического задания скорости захвата металла в валки прокатного стана | 1976 |
|
SU565731A1 |
| Устройство автоматического контроля и предотвращения буксования валков обжимного прокатного стана | 1990 |
|
SU1752462A1 |
| Устройство для автоматического контроля буксования валков обжимного прокатного стана | 1977 |
|
SU733752A1 |
| Устройство автоматического контроля и предотвращения буксования валков обжимного прокатного стана | 1987 |
|
SU1488049A1 |
| Способ автоматического контроля буксова-Ния пОлОСы B ВАлКАХ пРОКАТНОгО CTAHA СиНдиВидуАльНыМ пРиВОдОМ пРОКАТНыХ ВАлКОВ | 1977 |
|
SU835545A1 |
| Устройство управления электроприводом обжимного реверсивного прокатного стана | 1976 |
|
SU671890A1 |
| Устройство программного управленияпРиВОдОМ КАНТОВАТЕля ОбжиМНОгОРЕВЕРСиВНОгО пРОКАТНОгО CTAHA | 1978 |
|
SU795597A1 |