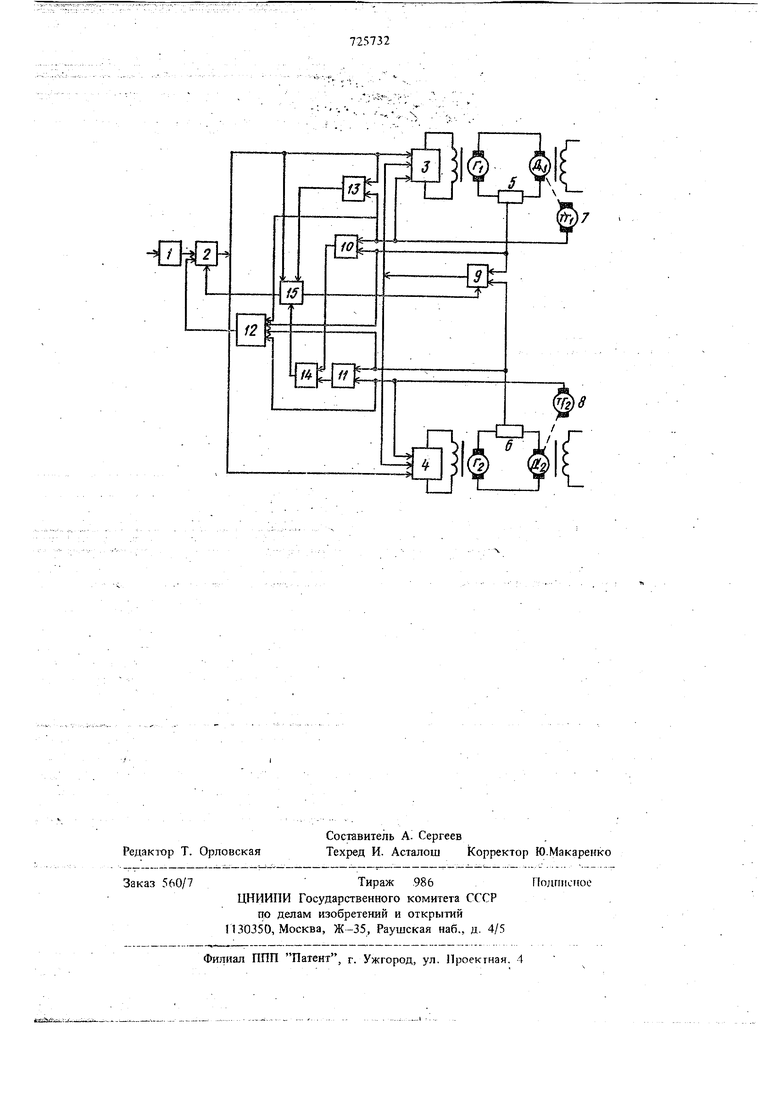
-3 чества пробуксовок без заметного снижения скоростм прокатки. Поставленная цель достигается тем, что в устройство, содержащее задатчик интенсивности один из входов которого соединен с выходом задающего устройства, а другой - с выходом датчика контроля пробуксовок, входы которого соединены с выходами датчиков скорост и тока прокагных двигателей, регулятор деле ння нагрузки, входы которого соединены с выходами датчиков тока, а выход со входами ретупгпдрЬз скорбс-т, которых соединены с выходами соответствующих датчиков скорости и задатчика иетенсивности, согласно изобретению, введены датчики статических токов прокатных двигателей, входы которых соединены с выходами датчиков тока и скорости соответствующих двигателей, блок лйгйкй, входи которого соединены с выходами датчиков статических токов, блок формирования управляющего воздействия, входы которого соединены с выходами блока логики и задатчика интенсивности, а выход с соотв{гтствующими входами регулятора деления нагрузки и задатчика интенсивности, датчик ошибки воспроизведения управляющег воздействия, выход которого соединен со вхо дом блока формирования управляющего возд - й; 1ШШа й дШйка рости верхнего прокатного двигателя и задатчика интенсивности. На чертеже представлена структурная схема предложенного устройства автоматического упра1вления главным приводов обжимного тфокатнбго стана.,. . Устройство содержит задающее устройство задатчик 2 интенсивности, регуляторы 3 и 4 скорости соотйетственно верхнего и нижнего прокатных двигателей, датчики 5 и 6 тока и датчики 7 и 8 скорости прокатных двигателейВыходы датчиков 5 и 6 тока подключены ко входам регулятора 9 деления нагрузки, датчиков 10 и 1 статических токов соответственно верхнего и нижнего прокатных двигателей и датчика 12 контроля пробуксовок. Выходы датчиков 7 и 8 скорости подключены ко входам регуляторов 3 и 4 скорости, датчиков 10 и 11 статических токов и датчика 12контроля пробуксовок. Выход датчика 7 скорости соединен также со входом датчика 13ошибки воспроизведения управляющего воздействия, другой вход которого подклн)чен к выходу задатчика 2 интенсивности. Выходы задатчика 2 интенсивности и регулятора 9 деления нагрузки соединены с соответствующими входами регуляторов 3 и 4 скорЬстиУ Выходы датчиков 10 и 11 статических токов подключены ко входам блока 14 логики, выход которого подклю ен ко входу блока 15 формирования управляющего воздействия для предотвращения развития неустойчивого процесса прокатки. К другим входам блока 15 подключены выходы соответственно задатчйка 2 интенсивности и датчика 13 ощибки воспроизведения управляющего воздействия. Выходы блока 15 подключены ко входам задатчика 2 интенсивности и регулятора 9 деления нагрузки. Выход датчика 12 контроля пробуксовок подключен ко входу задатчика 2 интенсивности. Датчик статических токов содержит сумматор и дифференщ1рующее звено, вход которого соединен с датчиком скорости (тахогенератором), а выход - с одним из входов сумматора, другой вход которого соединен с датчиком тока. Датчик 13 ошибки воспроизведения управляющего воздействия выполнен в виде суммирующего операционного усилителя на два входа,, один из которых соединен с датчиком 7 скорости, а другой - с выходом задатчика 2 интенсивности. Блок 14 логики содержит два триггера Шмидта, входы которых через дифференцируюШё Усилители соединены с датчиками 10 и 11 статических токов, а выходы - со входами элемента ИЛИ, выход которого через функциональный элемент времени соединен со входом блока 15 формирования управляющего воздействия. Устройство работает следующим образом. Развитие неустойчивого процесса прокатки предотвращает блок 15 формирования управляющего воздействия - путем выработки в момент снижения нагрузки на валу одного из прокатных двигателей воздействия, исключающего рывок механизма. Блок 15 представляет собой суммирующий операционный усилитель на три входа, соединенный по выходу со входом одностороннего ограничителя. Выходной сигнал блока 15 формирования управляющего воздействия определяется суммой величин: УЗ на выходе задатчика 2 интенсивности, Ug на выходе датчика 13 ошибки воспроизведения: управляющего воздействия и Ui4 на вШоде блока 14 логики, т.е. Ua ±-ки + и,4, вде знак (-) соответствует разгону и установившемуся движению со слитком, а знай (+) тгорможению со слитКОм или выбросу слитка при снижении скорости. В режиме устойчивого процесса прокатки на выходе блока 15 сигнал имеет наибольшее постоянное значение, не зависящее от 5 и задатчика 2 веиични )1гачс11ин 1(Г,1Х(1Д111 1Х интенсивности U датчика 13 воспроизведения управляющего воздействия. При уменьшении нагрузки одного из приводных двигателей в момент возникновения пробуксовки сигнал на выходе блока 14 исчезает на определенное время. Продолжитель иость этой паузы 0,1-0,15 с. В течение паузы блок 15 формирования управляющего воздействия вырабатывает сигнал, равный алгебраической сумме сигналов U. управляющего .воздействия и Uj ошибки воспроизведения управ ляющего воздействия, т.е. Uj ± к U, и сигиал на выходе задатчика 2. интенсивности равен сумме указанных сигналов. Таким образом, в системе управления приводами при возникновении пробуксовки на выходе за дающего устройства вырабатывается сигнал, равиый, например, при разгоне или установившемся движении со слитком величине Uj- к« MJg , т.е. скорость привода уменьшается на величину, пропорциональную рассогласованию, и тем самым создаются условия для упреждения возрастания скорости приводов, предотвращения развития неустойчивого процесса и устранения рывка механизма. Последнее. в момент выброса слитка улучшает график скорости и способствует благоприятному захвату при двухслитковой прокатке. Восстановление выходного сигнала блока 15 формирования управляющего воздействия до значения, соответствующего режиму устойчивой прокатки, осуществляют в том же темпе, что и технологически заданное ускорение главного привода. Если пробуксовка возникает при торможении со слитком, то выходной сигнал задатчика 2 интенсивности равен U + к Uj , и система продолжает работать так же, как и в режиме устойчивого процесса прокатки, т.е. никакого воздействия на систему управления не производится. Когда величина сигнала на выходе блока 15 формирования управляющего воздействия в момент возникновения неустойчивого процесса прокатки при разгоне или установившемся движении станет равной U -kUj.TO сигнал на выходе регулятора 9 деления нагру ки исчезает на время исчезновения сигнала на выходе блока 14 логики. Этим исключается нежелательное вмещательство регулятора 9 деления нагрузки в процесс предотвращения неустойчивой прокатки. Если по тем или Иным причинам возникший неустойчивый процесс прокатки все же получит развитие, то срабатывает датчик контроля пробуксовок, снимает со входа задатчика интенсивности сигнал и обеспечивает снижение скорости вращения . главного привода до значения, соответствующего устхэйчивому захвату. Ц)именение предложенного устройства позволяет повысить производительность обжимною стана на 1 -- 1,5% за счет уменьшения случаев неустойчивьгх захватов и срабатываний дагчика 12 контроля пробуксовок. Устройство просто в настройке и исключает з 1ият1ие ложных срабатываний на систему управления, имеющее место в известном устройстве. Формула изобретения Устройство автомагического управления главным приводом обжимного прокатного стана с индивидуальным приводом валков, содержащее задатчик интенсивности, один из входов которого соединен с выходом задающего устройства, а другой - с выходом датчика контроля пробуксовок, входы которого соединены с выходами датчиков скорости и тока прокатных двигателей, регулятор деления нагрузки; входы которого соединены с выходами датчиков тока, а выход - со входами регуляторов скорости, Щ)угие входы которых соединены с выходами соответствующих датчиков скорости и задатчика интенсивности отличаю ще ее я тем, что, с целью повышения производительности стана за счет уменьшения количества пробуксовок, оно дополнительно содержит датчики статических токов прокатных двигателей, входы которых соединены, с выходами датчиков тока и скорости соответствующих двигателей, блок логик входы которого соединены с выходами датчиков статических токов, блок формирования управляющего воздействия, входы которого соединены с выходами блока логики и задатчика интенсивности, а выход с соответствующими входами регулятора деления нагрузки и задатчика интенсивности, датчик ошибки, выход которого соединен со входом блока формирования управляющего воздействия, а входы - с выходами датчика скорости верхнего прокатного двигателя и задатчика интенсивности. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 467439, кл. В 21 В 37/00 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления главным приводом обжимного реверсивного прокатного стана | 1973 |
|
SU467439A1 |
| ЭЛЕКТРИЧЕСКИЙ ПРИВОД ПРОКАТНОГО СТАНА | 2013 |
|
RU2539631C1 |
| АВТОМАТИЗИРОВАННЫЙ ЭЛЕКТРОПРИВОД ПРОКАТНОГО СТАНА | 2013 |
|
RU2544483C1 |
| Устройство для регулирования скорости реверсивного прокатного стана с вертикальными и горизонтальными валками | 1980 |
|
SU956082A1 |
| Устройство для автоматического контроля буксования валков обжимного прокатного стана | 1977 |
|
SU733752A1 |
| Устройство для автоматического контроля буксования валков обжимного прокатного стана | 1975 |
|
SU599868A1 |
| Устройство для управления главным приводом клети непрерывного прокатного стана | 1978 |
|
SU738707A1 |
| Система автоматического управления электроприводом обжимного стана | 1987 |
|
SU1445829A1 |
| Устройство программного управленияпРиВОдОМ КАНТОВАТЕля ОбжиМНОгОРЕВЕРСиВНОгО пРОКАТНОгО CTAHA | 1978 |
|
SU795597A1 |
| Устройство программного управления приводом кантователя | 1981 |
|
SU1031545A1 |