Изобретение относится к машиностроению и может быть использовано при обработке валов способом продольного шлифования на станках, оснан1ениых приборами активного контроля размеров.
Известны устройства реверсирования рабочих органов шлифовальных станков в виде иередвижных упоров, закрепляемых на рабочем органе в зависимости от длины шлифования, которые попеременно поворачивают рычаг реверса, а управление обработкой ведется прибором активного контроля размеров 1).
Однако реверсирование стола шлифовального станка с помош,ью упоров, закрепленных на CTo;ie станка, не обеспечивает точности формы продольного сечения валов при обработке продольным шлифованием контроля, так как по достижении заданного размера в каком-либо сечении происходит отвод П1лифовальной бабки в конце хода стола.
Цель изобретения - повышение точности фодольного 11рофи;1я обрабатываемой детали и повып1ение производительности обработки.
Указанная цель достигается тем, что в устройство для управления столом 1нлифовальпого станка при продольно.м шлифовании, содержащее рычаг управления реверсом стола, электро.магнит отвода н лифовального круга и прибор активпого контроля размеров, содержащий реле окончательной команды, замыкаю1ций контакт котор01Ч) является первым выходом прибора, и реле времени, размыкаюпи1Й контакт которого яв;1яется вторым в 1ходом, введены i Topoe реле времени, подключенное к первому выходу прибора, а в цель между электрома:нитом отвода круга и первым выходом прибора включен замыкающий контакт это1о реле, блок переключения, состоящий из двух реле, пе|)вое из которых пос.ледователыо соединено с размыкающим контактом второго реле и своим замыкаюни1м контакт(ш, а второе пос:1едовате.льпо соединено с размыкающим контактом первого pe;ie и своим замыкающим контактом, который нараллельно е замыкаюн1им ко1ггактом первого реле подключен к второму вьгходу прибора и к подвижному контакту двухиозициониого переключате.чя, два пеподвижных контакта которого соединены соответственно с упомянутыми размыкающими контактами первого и второго реле, рычаг- реверса стола снабжен кареткой, соединенной с якорями введенных в устройство двух электромагнитов, установленньгх на ста1п е и соединенных соответственно с первым и вторым реле, а рычаг реверса механически связан с подвижным контактом, двухнозиционного переключателя.
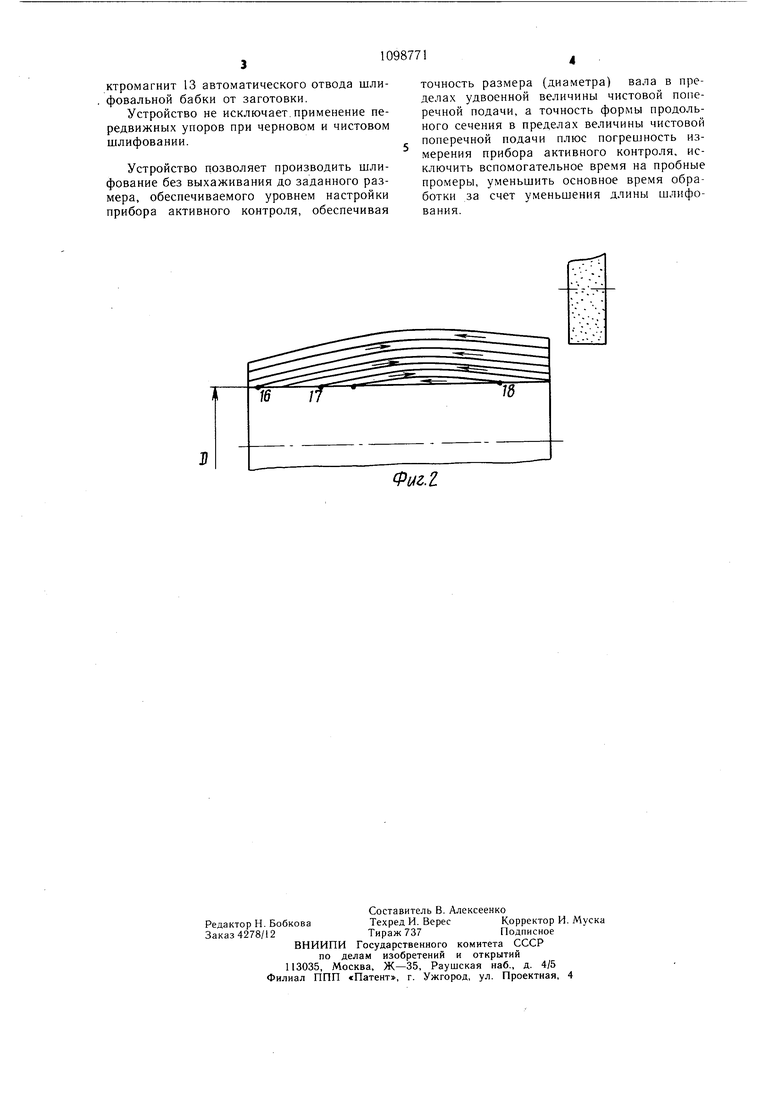
На фиг. 1 изображена схема устройства; на фиг. 2 - схема удаления слоев металла.
Устройство содержит каретку 1 с направляющими 2, расположенными на станине станка. Каретка 1 связана с рычагом 3 реверса стола, подпружинена пружиной 4 и соединена с якорями двух электромагнитов 5 и 6, расположенных также на станине станка. Рычаг 3 реверса стола механически связан с подвижным переключаюш,им контактом 7 блока 8 переключения стола. Блок 8 имеет два реле Р1 и Р2, включаемые контактами 9 и 10 реле времени (не показано) прибора 11 активного контроля и реле времени РВ, который своим контактом 12 отключает электром,: ;IHT 13 автоматического отвода гнлифовальной бабки. Блок 8 содержит также двухпозиционный переключатель с коптактами 14 и 15.
Устройство работает следующим образом.
При -достижении р.азмера D,
заданного уровнем настройки прибора 11 активного контроля в точке 16 (фиг. 2), срабатывает pe,:ie окончательной команды и реле окончательной команды и реле времени прибора 11 активного контроля (фиг. 1), замыкаются их контакты К) и 9. В это время рычаг 3 реверса стола занимает левое положение, замкнуты контакты 7 и 14 блока 8 переключения, что соответствует перемещению стола слева направо, срабатывают реле Р1, и становится на самопитание и электромагнит 5 на время Г, обеспечиваемое )е,ле времени прибора. Под действием электромагнита 5 каретка 1 перемешает рычаг 3 реверса стола в ноложение, показанное на фиг. 1. СтОь; меняет направление .движения, размер заготовки увеличивается, )аз.мыкаются контакты 10 и 9 прибора, а контакты 7 и 15 блока 8 замыкаются. -ели при обработке заготовки в виду неременной жесткости технологической системы по.лучается конусообразность и бочкооб|)азность вала, то пастрое)ный размер получается в точке 17 снова при движении стола слева направо (с()иг. 2), то направ.ление движения слч)ла поменяется, как указано. При этом ходе стола настроенный размер достигается R точке 18. В этом случае после зам1 1кання контактов прибора 11 (фиг. 1) срабатывает реле Р1, становится на самопитание, срабатывает электро.магннт 6 и перемешает рычаг 3 реверса из положения, ноказанпо10 на фиг. 1. Размыкаются контакты 7 и 15, а контакты 7 и 14 замг каются. При движении стола размер заготовки снова увеличивается и в результате контакты 10 и 9 прибора активного контроля размыкаются.
Когда настроенный размер достигается по всей длине обрабатывае.мой заготовки, то через время Тг , большее времениТ , необходимого) д,ля изменения направления движения CTOJia, срабатывает реле нпемени РВ и своим контактом 12 отключает электромагнит 13 автоматического отвода шлифовальной бабки от заготовки.
Устройство не исключает, применение передвижных упоров при черновом и чистовом шлифовании.
Устройство позволяет производить шлифование без выхаживания до заданного размера, обеспечиваемого уровнем настройки прибора активного контроля, обеспечивая
точность размера (диаметра) вала в пределах удвоенной величины чистовой поперечной подачи, а точность формы продольного сечения в пределах величины чистовой поперечной подачи плюс погрешность измерения прибора активного контроля, исключить вспомогательное время на пробные промеры, уменьшить основное время обработки за счет уменьшения длины шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления шлифовальным станком | 1977 |
|
SU723514A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| Устройство управления поворотным столом металлорежущего станка | 1985 |
|
SU1348141A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ | 1970 |
|
SU288589A1 |
| Система активного контроля размеров | 1985 |
|
SU1268388A1 |
| Устройство активного контроля | 1976 |
|
SU573334A1 |
| Способ последовательно-параллельной смазки через одномагистральные питатели последовательного действия и смазочная система для его осуществления | 1989 |
|
SU1730499A1 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СТОЛОМ ШЛИФОВАЛЬНОГО СТАНКА при продольном шлифовании, содержаш,ее рычаг управления реверсом стола, электромагнит отвода шлифовального круга от обрабатываемой детали и прибор активного контроля размеров, содержаш,ий реле окончательной команды, замыкающий контакт которого является первым выходом прибора, и реле времени, размыкаюш,ий контакт которого является вторым выходом, отличающееся тем, что, с целью повышения точности продольного профиля обрабатываемой детали и производительности обраоотки, в него введены второе реле времени, подключенное к первому выходу прибора, а в цепь между электромагнитом отвода круга и первым выходом прибора включен замыкающий контакт этого реле, блок переключения, состоящий из двух реле, первое из которых последовательно соединено с размыкающим контактом второго реле и своим замыкающим контактом, а второе последовательно соединено с размыкающим контактом первого реле и своим замыкающим контактом, который параллельно с замыкающим контактом первого реле подключен к второму выходу прибора и к подвижному контакту двухпозиционного переключателя, два неподвижных контакта которого соединены соответственно с упоi мянутыми размыкающими контактами первого и второго реле, рычаг реверса стола (Л снабжен кареткой, соединенной с якорями введенных в устройство двух электромагнитов, установленных на станке и соединенных соответственно с первым и вторым реле, а рычаг реверса механически связан с подвижным контактом двухпозиционного переключателя. со оо 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Активный контроль в машиностроении | |||
| Справочное пособие под ред | |||
| Е | |||
| И | |||
| Педь М., «Машиностроение, 1978, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
