Станок работает следующим образом.
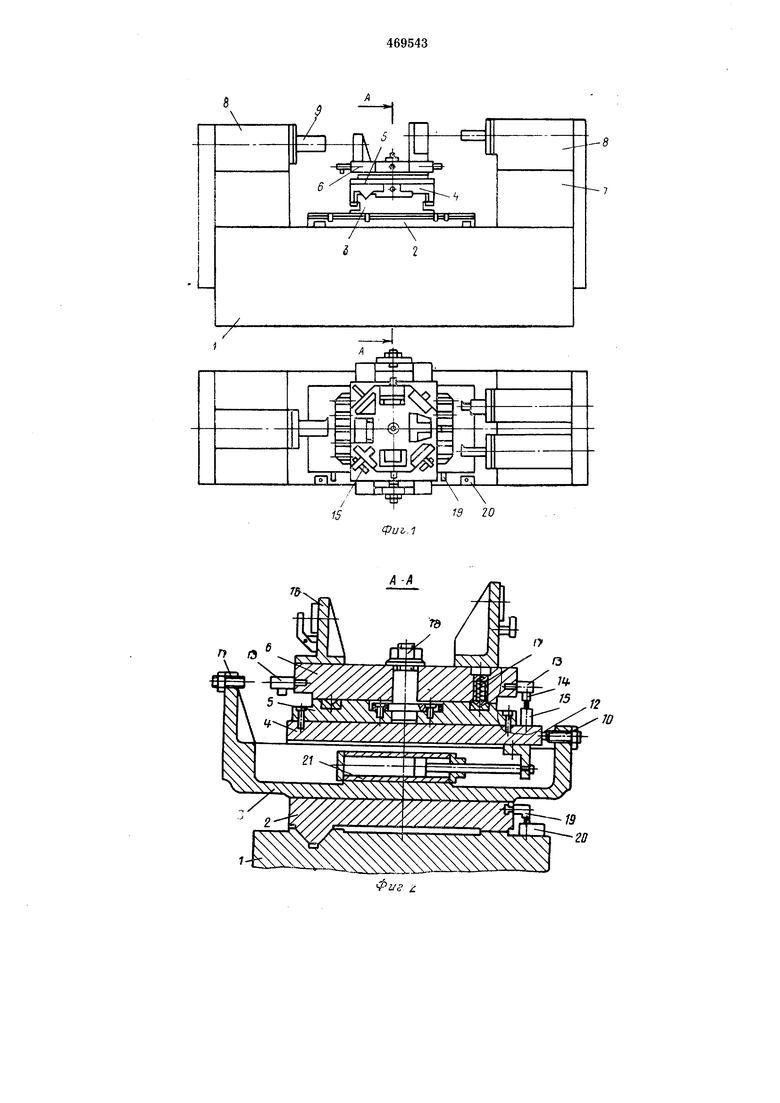
При включении автоматического цикла рабочий стол 2 вместе с поперечным и поворотным столами и обрабатываемой деталью, закрепленной в приспособлении 16, находящемся в рабочей позиции, перемещается к шпинделям. По ходу стола кулачки 19 нажимают на путевые переключатели 20, выдающие команды на изменение скорости и направления хода стола 2, на включение и останов вращения шпинделей 8. При этом задействованы только те из переключателей 20, которые включены в цепь управления электропереключателем 15, нажатым кулачком 14 (или переключателями 15, нажатыми кулачками 14).
После обработки детали резцами, закрепленными в расточной оправке 9, стол 2 отходит от моста. Нажим на соответствующий переключатель 20 вызывает изменение направления перемещения штока гидроцилиндра 21.
Салазки 4 перемещаются до контакта упора 13 с жестким упором П. Затем происходит повторение продольного хода стола 2 к шпинделям, во время чего тот же или другой шпиндель обрабатывает деталь.
После окончания обработки салазки 4 возвращаются в исходное положение, определяемое контактом упоров 10 и 12. Стол 2 останавливается в первоначальном положении.
Для переналадки станка на обработку другой детали освобождают прижим 18, поворачивают планшайбу 6 в такое угловое положение, чтобы соответствующее приспособление 16 находилось в рабочей позиции, зафиксированной фиксатором 17, затем зажимают планшайбу прижимом 18.
При этом напротив жесткого упора 11 оказывается другой подвижный упор 13. Один из кулачков 14 нажимает на другой электропереключатель 15, включая в цепь управления
другие путевые переключатели 20. Возможен также одновременный нажим нескольких переключателей 15 кулачками 14. В общем случае цикл работы станка определяется комбинацией нажатых переключателей 15.
Вследствие этого станок будет работать по автоматическому циклу, необходимому для обработки заданной детали, с соответствующей величиной поперечного перемещения салазок 4, несущих основание 5 и планшайбу 6 с закрепленной на ней деталью.
Поворот и зажим планшайбы 6 могут быть механизированы, а при обработке сложных деталей, нуждающихся в повороте в процессе обработки на станке, включены в автоматический цикл работы станка.
Предмет изобретения
1.Алмазно-расточной станок с автоматическим циклом работы шпинделя (шпинделей) и рабочего стола, на котором установлен позиционируемый посредством жестких и подвижных упоров поперечный стол, несущий поворотный стол с закрепленной на его планшайбе обрабатываемой деталью (деталями), отличающийся тем, что, с целью упрощения конструкции станка, снижения трудоемкости его переналадки при групповой обработке деталей и обеспечения автоматизации Цереналадки, подвижные упоры, ограничивающие перемещение салазок поперечного стола по меньшей мере в одну сторону, размещены на планшайбе поворотного стола.
2.Станок по п. 1, отличающийся тем, что подвижные упоры снабжены кулачками, взаимодействующими с установленным на салазках поперечного стола электрическим переключателем (переключателями) автоматического цикла работы шпинделя (шпинделей) и рабочего стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Многоцелевой станок | 2016 |
|
RU2646414C2 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| МНОГОШПИНДЕЛЬНЫЙ АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1971 |
|
SU302180A1 |
| Металлорежущий станок | 1975 |
|
SU858550A3 |
| Загрузочное устройство | 1980 |
|
SU994211A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |