ka гаек в панель при смотке их с катушки и закреплении с помощью пробивного пуансона штампа.
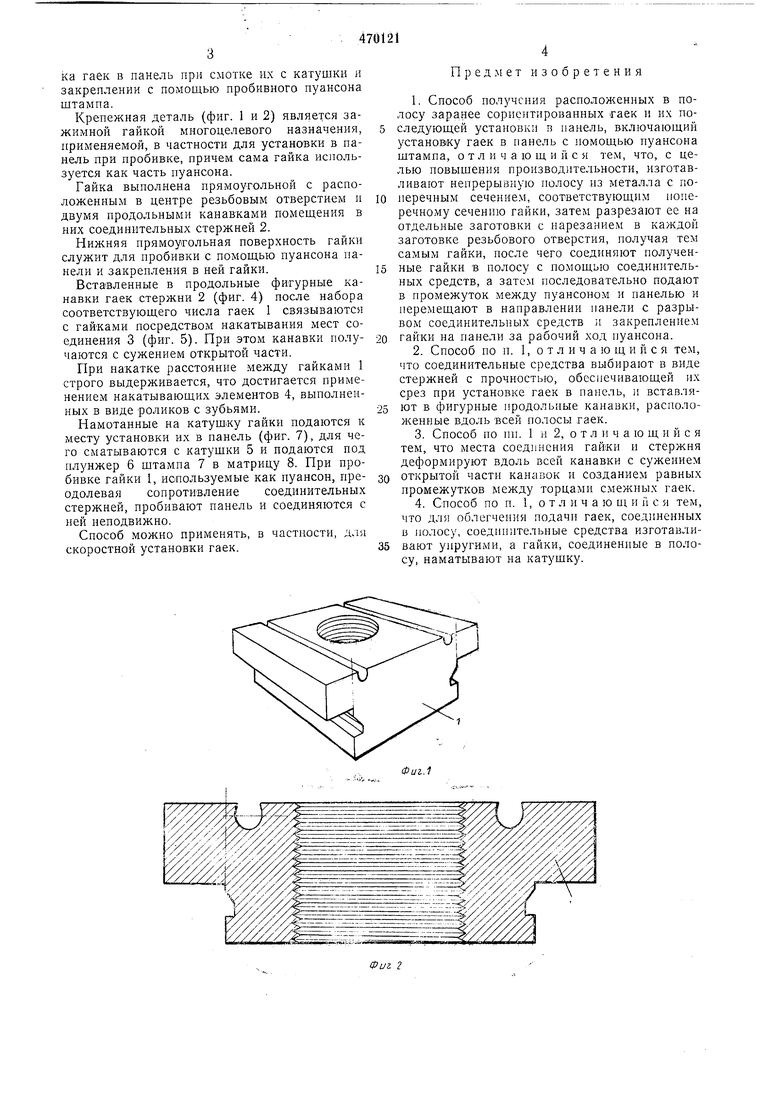
Крепежная деталь (фиг. 1 и 2) является зажимной гайкой многоцелевого назначения, применяемой, в частности для установки в панель при пробивке, причем сама гайка используется как часть пуансона.
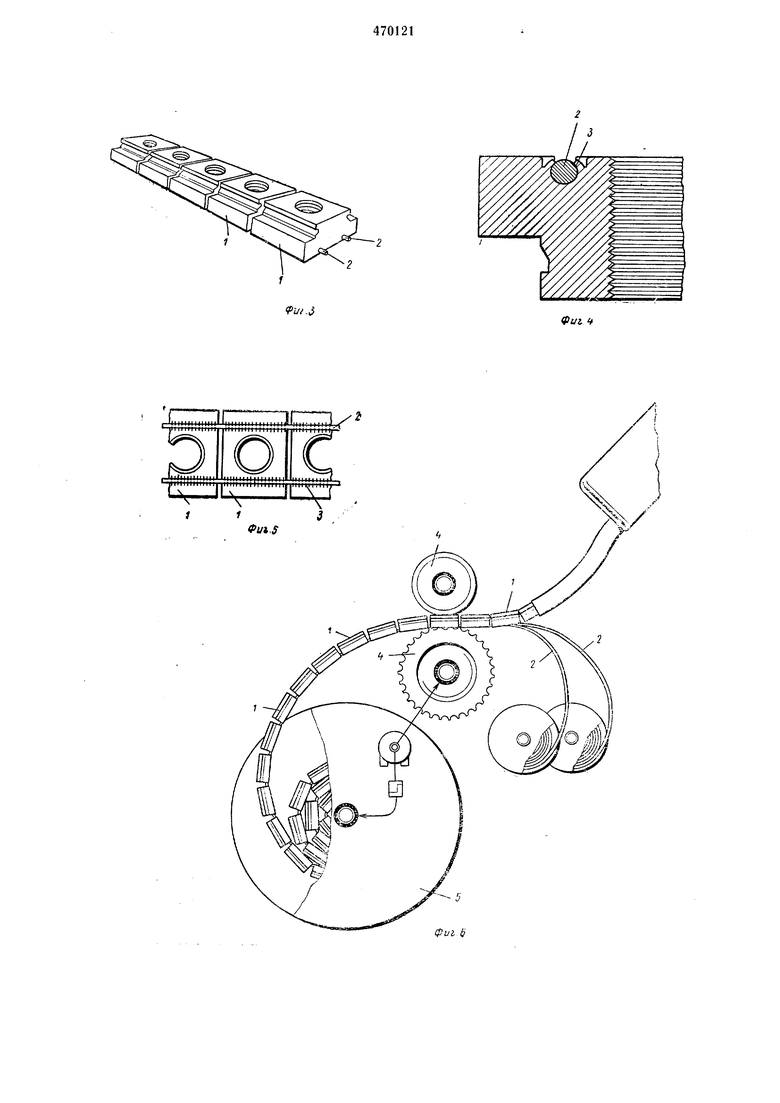
Гайка выполнена прямоугольной с расположенным в центре резьбовым отверстием и двумя продольными канавками помещения в них соединительных стержней 2.
Нижняя прямоугольная поверхность гайки служит для пробивки с помощью пуансона панели и закрепления в ней гайки.
Вставленные в продольные фигурные канавки гаек стержни 2 (фиг. 4) после набора соответствующего числа гаек 1 связываются с гайками посредством накатывания мест соединения 3 (фиг. 5). При этом канавки получаются с сужением открытой части.
При накатке расстояние между гайками 1 строго выдерживается, что достигается применением накатывающих элементов 4, выполненных в виде роликов с зубьями.
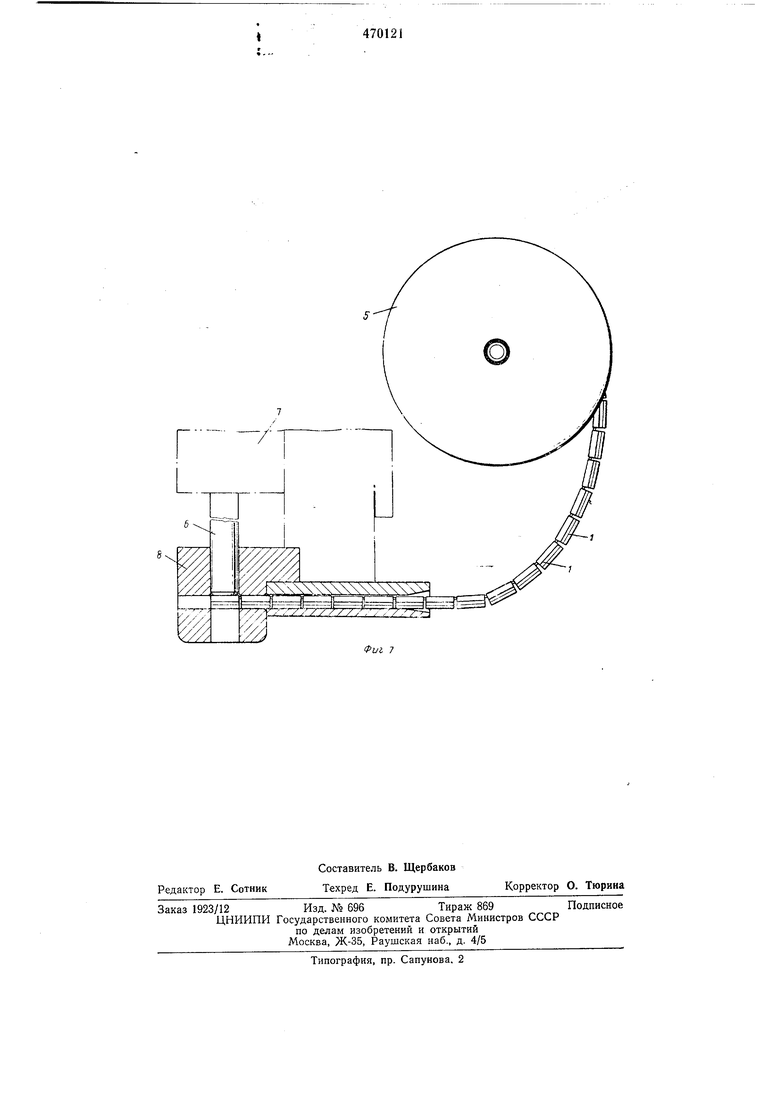
Памотанные на катуш ку гайки подаются к месту установки их в панель (фиг. 7), для чего сматываются с катущки 5 и подаются под плунжер 6 щтампа 7 в матрицу 8. При пробивке гайки 1, используемые как пуансон, преодолевая сопротивление соединительных стержней, пробивают панель и соединяются с ней неподвижно.
Способ можно применять, в частности, для скоростной установки гаек.
Предмет изобретения
1.Способ получения расположенных в полосу заранее сориентированных гаек и их последующей установки в панель, включающий установку гаек в панель с помощью пуансона штампа, о т л и ч а ю ш и и с я тем, что, с целью повышения произвол,ительности, изготавливают непрерывную полосу из металла с поперечным сечением, соответствующим поперечному сечению гайки, затем разрезают ее на отдельные заготовки с нарезанием в каждой заготовке резьбового отверстия, получая тем самым гайки, после чего соединяют полученные гайки в полосу с помощью соединительных средств, а зате.м последовательно подают в промежуток между пуансоном и панелью и перемещают в направлении панели с разрывом соединительных средств и закреплением гайки на панели за рабочий ход пуансона.
2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что соединительные средства выбирают в виде стержней с прочностью, обеспечивающей их срез при установке гаек в панель, и вставляют в фигурные продольные канавки, расположенные вдоль всей полосы гаек.
3.Способ по пп. 1 и 2, о т л и ч а ю щ и и с я тем, что места соединения гайки и стержня деформируют вдоль всей канавки с сужением открытой части канавок и созданием равных промежутков между торцами смежных гаек.
4.Способ по п. 1, о т л и ч а ю щ и и с я тем, что для облегчения подачи гаек, соединенных в полосу, соединительные средства изготавливают упругими, а гайки, соединенные в полосу, наматывают на катушку.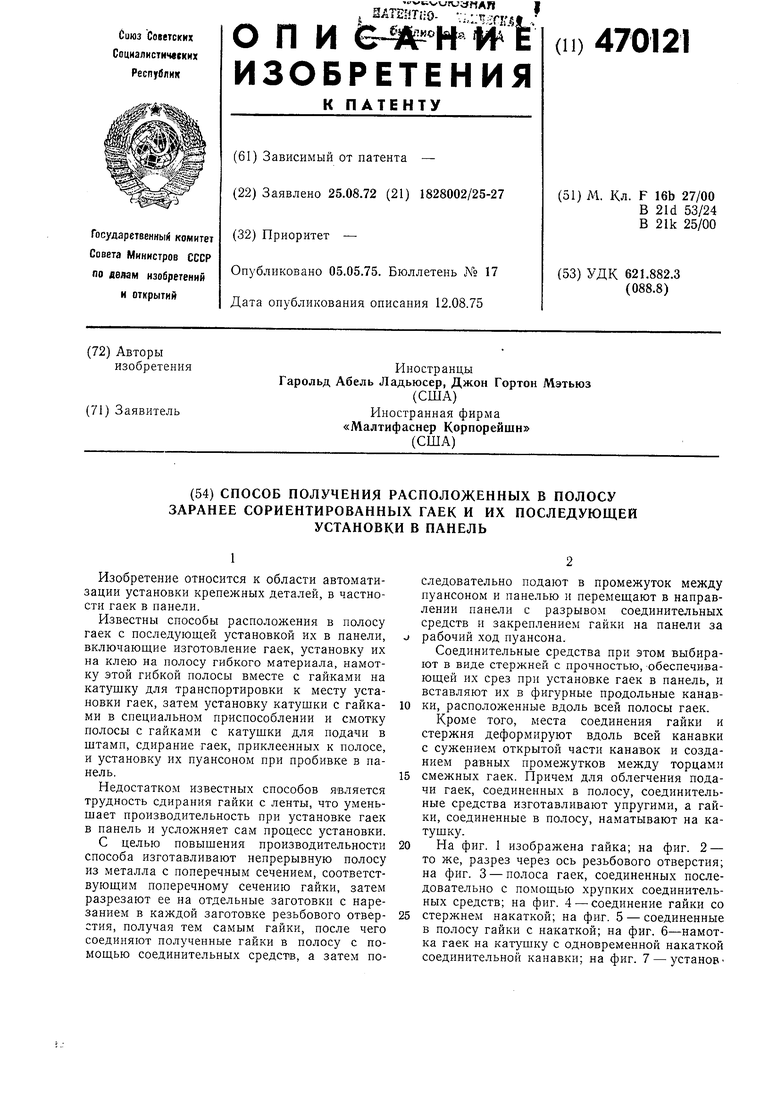
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пробивки и зачистки цилиндрических отверстий | 1980 |
|
SU1015975A1 |
| Штамп для пробивки диаметрально противоположных отверстий в трубных заготовках | 1990 |
|
SU1801677A1 |
| Штамп для обработки штучных заготовок | 1981 |
|
SU940937A1 |
| Штамп последовательно совмещенного действия | 1985 |
|
SU1269890A1 |
| РЕЗЬБОВАЯ ГАЙКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИНСТРУМЕНТ, ИСПОЛЬЗУЕМЫЙ ПРИ ОСУЩЕСТВЛЕНИИ СПОСОБА | 2006 |
|
RU2410578C2 |
| Штамп последовательного действия для получения деталей с резьбовыми отверстиями | 1985 |
|
SU1263403A2 |
| Устройство для поперечного гофрирования полосового материала | 1981 |
|
SU963612A1 |
| Устройство для пробивки отверстий и образования фасок | 1980 |
|
SU963614A1 |
| Деформирующая прошивка | 1988 |
|
SU1620276A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
ILHL
------ ; : 1 Г
Г
