Изобретение относится к области машиностроения и приборостроения и предназначено для использования при автоматизации процессов изготовления и сборки различных изделий.
Известны автоматические линии роторного типа, содержащие рабочие роторы с подающими детали фрикционными дисками, объединенными транспортным органом.
Предлагаемая линия отличается от известных тем, что с целью расширения технологических возможностей транспортный орган выполнен в виде параллельных секций ленточного транспортера, рабочие ветви которых расположены на разных уровнях но высоте, смещены в плане и обслуживают соответствующие им фрикционный диск и рабочий ротор. Кроме того, секции транспортера расположены одна внутри другой.
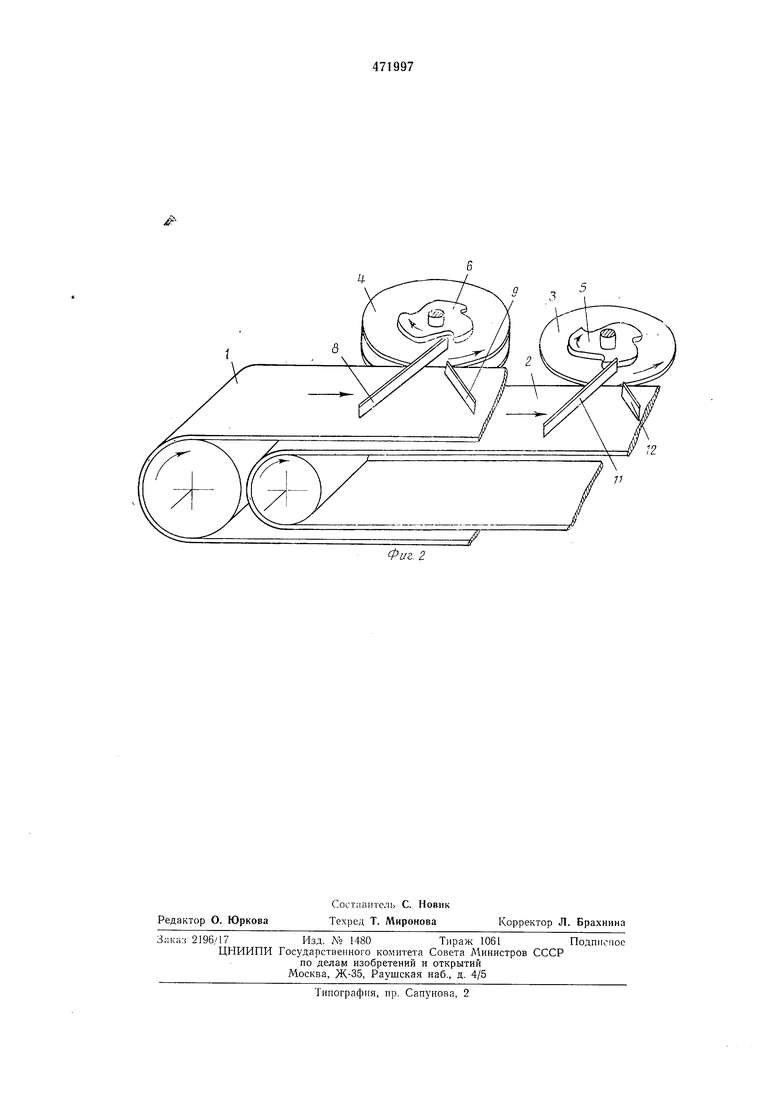
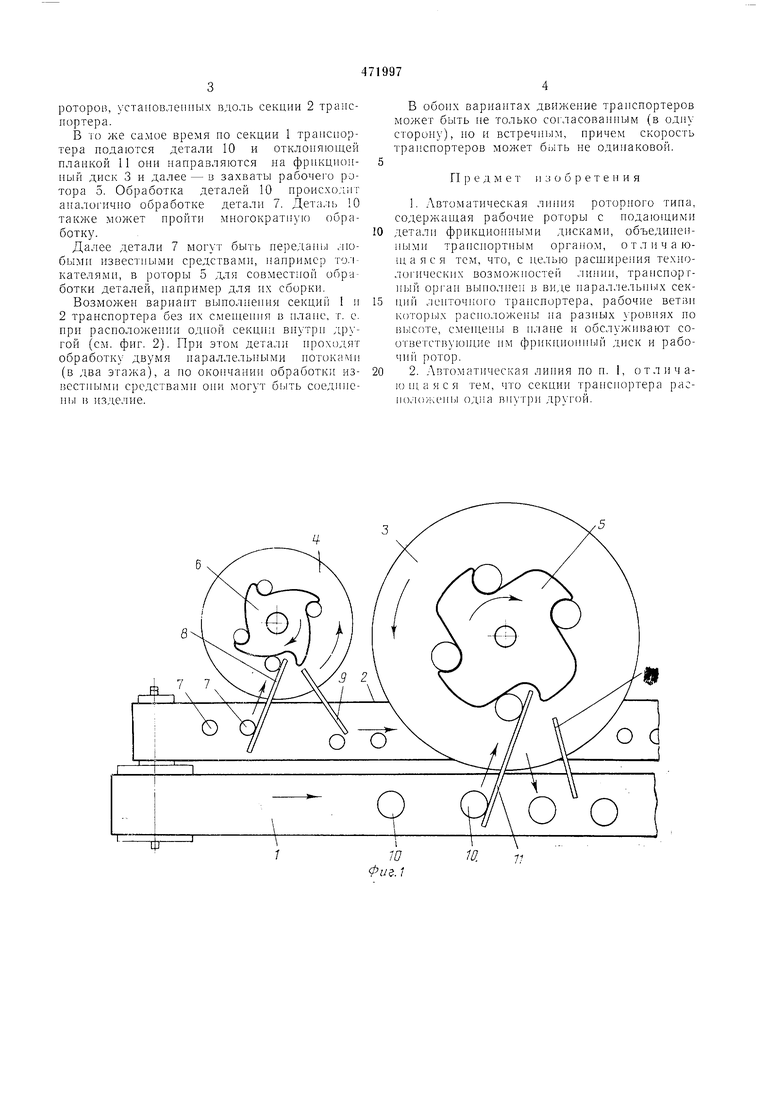
На фиг. 1 представлена схема расположения транспортных секций, фрикционных дисков и рабочих роторов предлагаемой автоматической линии; на фиг. 2 - вариант выполнения автоматической линии (аксонометрия).
У втоматическая линия содержит секции 1 и 2 ленточного транспортера, причем рабочая ветвь секции 1 расположена выще рабочей ветви секции 2. Кроме того, обе ветви смещены одна относительно другой в плане, т. е. в горизонтальной плоскости (см. фиг. 1). У рабочей ветви секции 1 транспортера располагается фрикционный диск 3, а у рабочей ветви секции 2 - фрикционньтй диск 4. Иад фрикционными дисками 3 и 4 расположены соответственно рабочие роторы 5 и 6.
Над секцией 2 транспортера и диском 4 расположены отклоняющие детали 7 планки 8 и 9, а над секцией 1 и диском 3 - отклоняющие детали 10 планки II и 12. Отклоняющие планки прикреплены к неподвижному корпусу (не показан). Направление вращения дисков 3 и 4 рабочих роторов 5 и 6 и направление движения транспортеров показано стрелками.
Автоматическая линия работает следующим образом.
Детали 7 подаются на секцию 2 транспортера и прн движении сходят по отклоняющей планке В на фрикционный диск 4 и далее - в гнезда рабочего ротора 6. По окончании обработки детали 7 из гнезд ротора снимаются, подхватываются диском 4 и неремещаются вдоль планки 9 обратно на транснортер. Далее деталь подается на следующий рабочий ротор, расположенный на том же валу, что и ротор 5, но под диском 3, где над ней проводится следующая рабочая операция. Этот процесс может быть повторен над
деталью 7 многократно, по числу рабочи
роторов, установленных БДОЛЬ секции 2 транспортера.
В то же самое время по секции 1 транснортера подаются детали 10 и отклоняющей планкой 11 они направляются на фрнкцноиный диск 3 и далее - в захваты рабочего ротора 5. Обработка деталей 10 нроисходнт аналогично обработке детали 7. Деталь 10 также может пройти многократную обработку.
Далее детали 7 могут быть переданы любыми известными средствами, например To.iкателями, в роторы 5 для совместной обработки деталей, например для их сборки.
Возможен вариант выполнення секци 1 н 2 транспортера без нх сменхення в плане, т. с. при расположении одной секцни внутрн другой (см. фиг. 2). При этом детали нроходят обработку двумя параллельными нотоками (в два этажа), а но окончании обработки известнымн средствамн они могут быть соединены в изделие.
В обоих вариантах движение транспортеров может быть не только согласованным (в одну сторону), но и встречным, причем скорость транспортеров может 6oiTb не одинаковой.
П р е д м е т и з о б р е т е н и я
1. Автоматическая линия роторного тина, содержан1ая рабочие роторы с нодающими
детали фрикццон1 ыми дисками, объединеннымн траиснортным органом, отличаюИ1. а я с я тем, что, с целью расширения технологнческих возможностей линнн, транспортный opi-ан вынолнен в виде нараллелыпях секЦНЙ ленточного транспортера, рабочие ветви которых расположены на разных уровнях по высоте, смеи1ены в н;|ане и обслуживают соответствуклцие им фрнкннонный диск и рабочий ротор.
2. Автоматическая линия по н. 1, отлича10 HI а я с я тем, что секции транснортера расположены одна внутри другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСПОРТНАЯ СИСТЕМА ПОТОЧНОЙ ЛИНИИ ПРЯДИЛЬНОГО ПРОИЗВОДСТВА | 1968 |
|
SU218024A1 |
| Роторный автомат питания | 1987 |
|
SU1468710A1 |
| Поточная линия для переработки алюминиевых шлаков | 2023 |
|
RU2821798C1 |
| Устройство для загрузки деталей | 1975 |
|
SU528174A1 |
| ДИСКОВЫЙ ФРИКЦИОННЫЙ ТРАНСПОРТНЫЙ МЕХАНИЗМ | 1972 |
|
SU428914A1 |
| Автоматическая линия для металли-зАции плАСТиНчАТыХ издЕлий | 1979 |
|
SU808550A1 |
| МНОГОПОТОЧНАЯ АВТОМАТИЧЕСКАЯ РОТОРНАЯ МАШИНА | 1970 |
|
SU275692A1 |
| Машина для уборки томатов | 1974 |
|
SU753343A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ВАЛОВ ИЛИ СТАКАНОВ | 1969 |
|
SU237539A1 |
| Механизм шагового перемещения | 1983 |
|
SU1084197A1 |