3
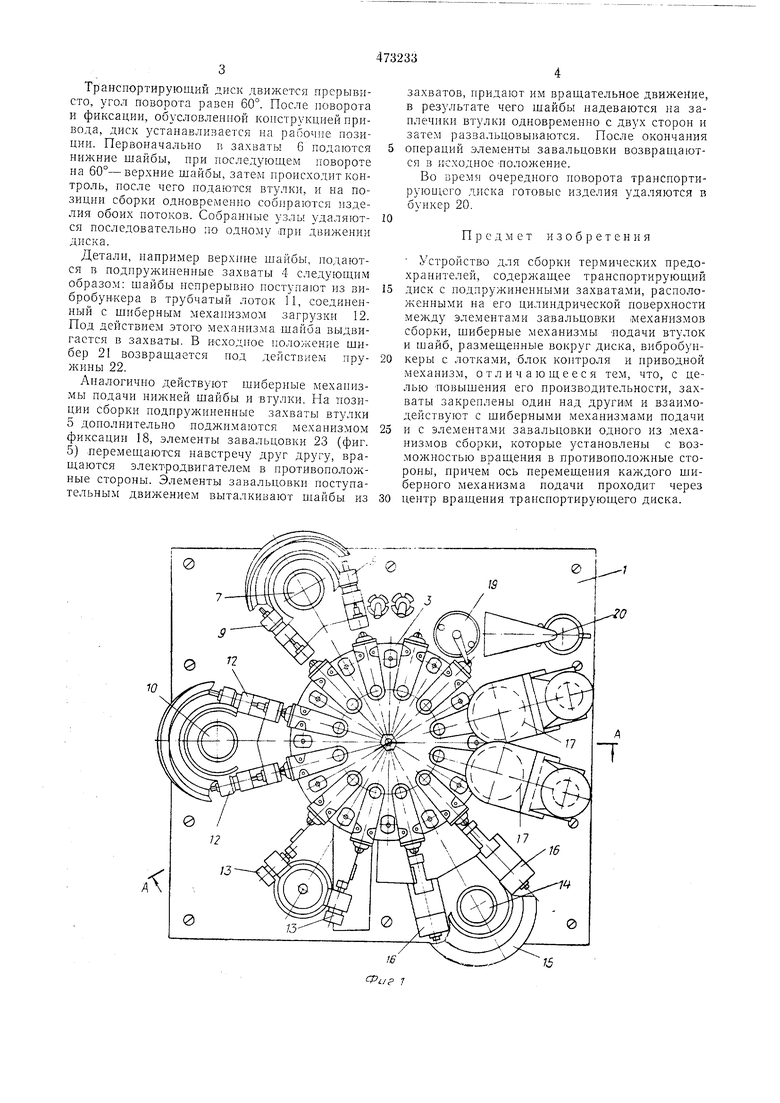
Транспортирующий диск движется прерывисто, угол поворота равен 60°. После поворота и фиксации, обусловленпой копструкциейпривода, диск устапавлквается на рабочие позиции. Первоначально в захваты б подаются нижние шайбы, при последуЕощем повороте на 60°-верхние шайбы, затеям происходит контроль, после чего подаются втулки, и на позиции сборки одновременпо собираются изделия обоих потоков. Собранные узды удаляются последовательно по одному лри движении диска.
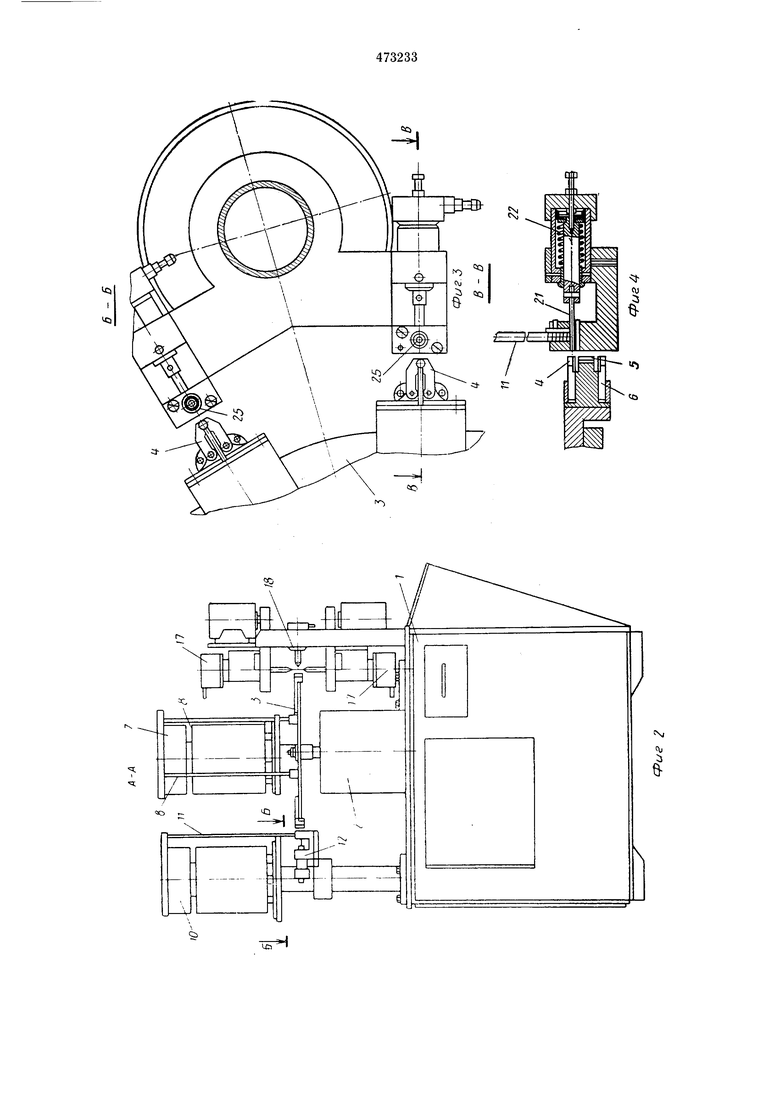
Детали, например верхние шайбы, подаются в подпружиненные захваты 4 следуюш,им образом: шайбы непрерывно поступают из вибробункера в трубчатый лоток 11, соединенный с шиберным механизмом загрузки 12. Под действием этого механизма шайба выдвигается в захваты. В исходное положение шибер 2 возврашается под действием пружины 22.
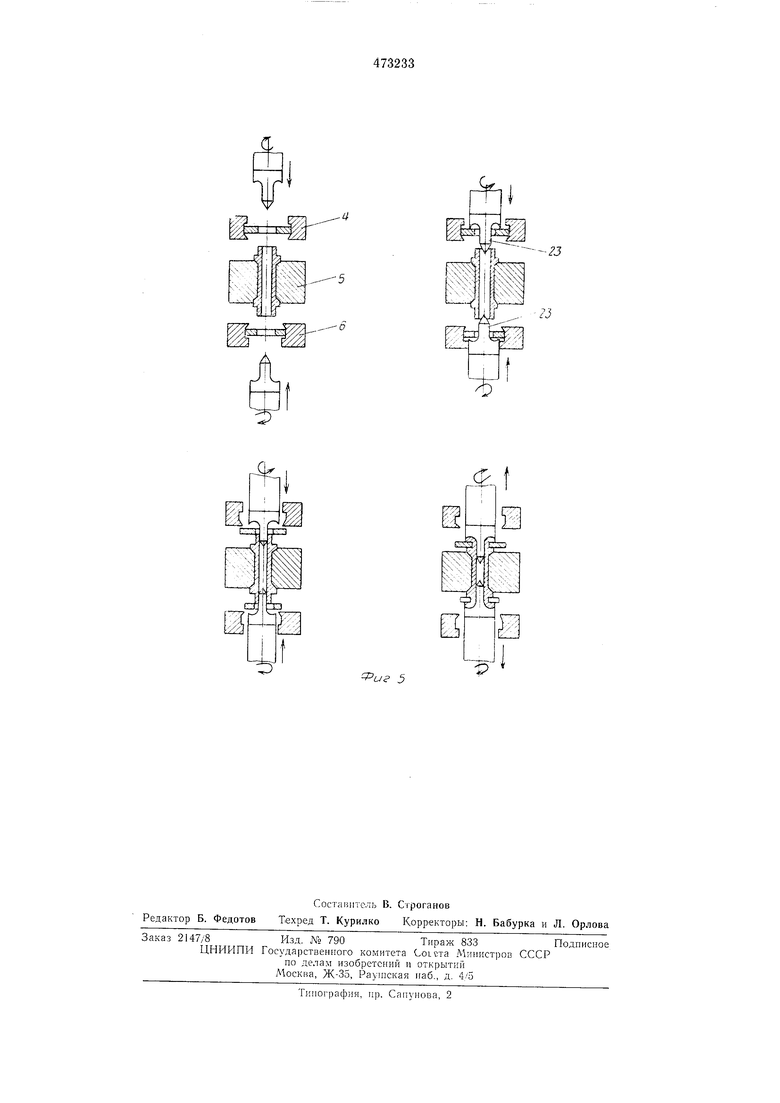
Аналогично действуют шиберные механизмы подачи нижней шайбы и втулки. На позиции сборки подпружиненные захваты втулки 5 донолнительно поджимаются механизмом фиксации 18, элементы завальцовки 23 (фиг. 5) .перемешаются навстречу друг другу, вращаются электродвигателем в противоположные стороны. Элементы завальцовки поступательным движением выталкивают шайбы из
захватов, придают им вращательное движение, в результате чего шайбы надеваются на заплечики втулки одновременно с двух сторон и затем развальцовываются. После окончания онераций элементы завальцовки возвраи1аются Б исходное -положение.
Во время очередного поворота транспортируюп1его диска готовые изделия удаляются в бункер 20.
Предмет изобретения
Устройство для сборки термических предохранителей, содержаш,ее транспортирующий диск с подпружиненными захватами, расположенными на его цилиндрической поверхности между элементами завальцовки механизмов сборки, шиберные Л1еханизмы подачи втулок и шайб, размешенные вокруг диска, вибробункеры с лотками, блок контроля и ириводной механизм, о т л и ч а ю ш, е ее я тем, что, с целью повышения его производительности, захваты закреплены один над другим и взаимодействуют с шиберными механизмами подачи и с элементами завальцовки одного из механизмов сборки, которые установлены с возможностью вращения в противоположные стороны, причем ось перемещения каждого шиберного механизма подачи проходит через центр вращения трансиортирующего диска.
iQ
I УЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1973 |
|
SU369640A1 |
| Устройство для сборки изделий сзАВАльцОВКОй | 1978 |
|
SU799875A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СБОРКИ БЕЛЬЕВЫХ ЗАЖИМОВ И УСТАНОВКИ ИХ НА КАРТОННЫЙ НОСИТЕЛЬ | 1991 |
|
RU2030271C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| УСТРОЙСТВО для СБОРКИ КОНДЕНСАТОРОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ С ОСЕВЫМИ ВЫВОДАМИ | 1972 |
|
SU343406A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
rn
Ч
i
&
-/J
J
иг 5
