Изобретеиие относится к литейному производству, в частности к автоматическим линиям для производства отливок в облицованных кокилях.
Цель изобретения - улучшение условий обслуживания и снижения брака отливок.
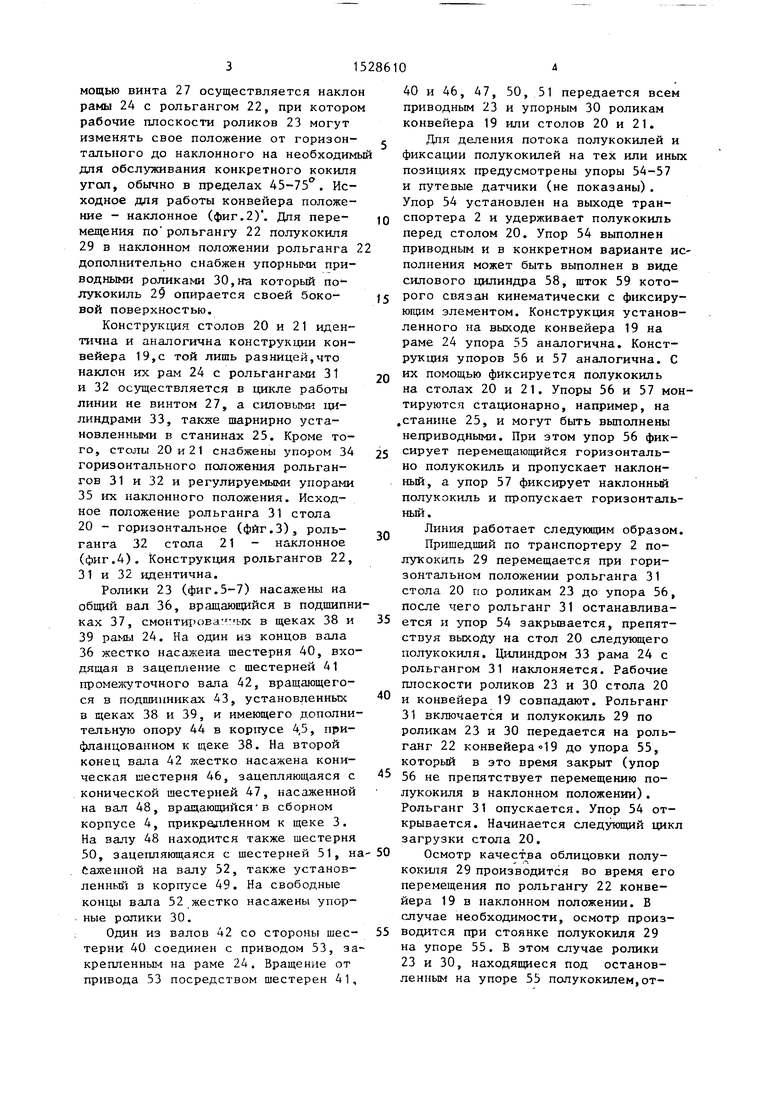
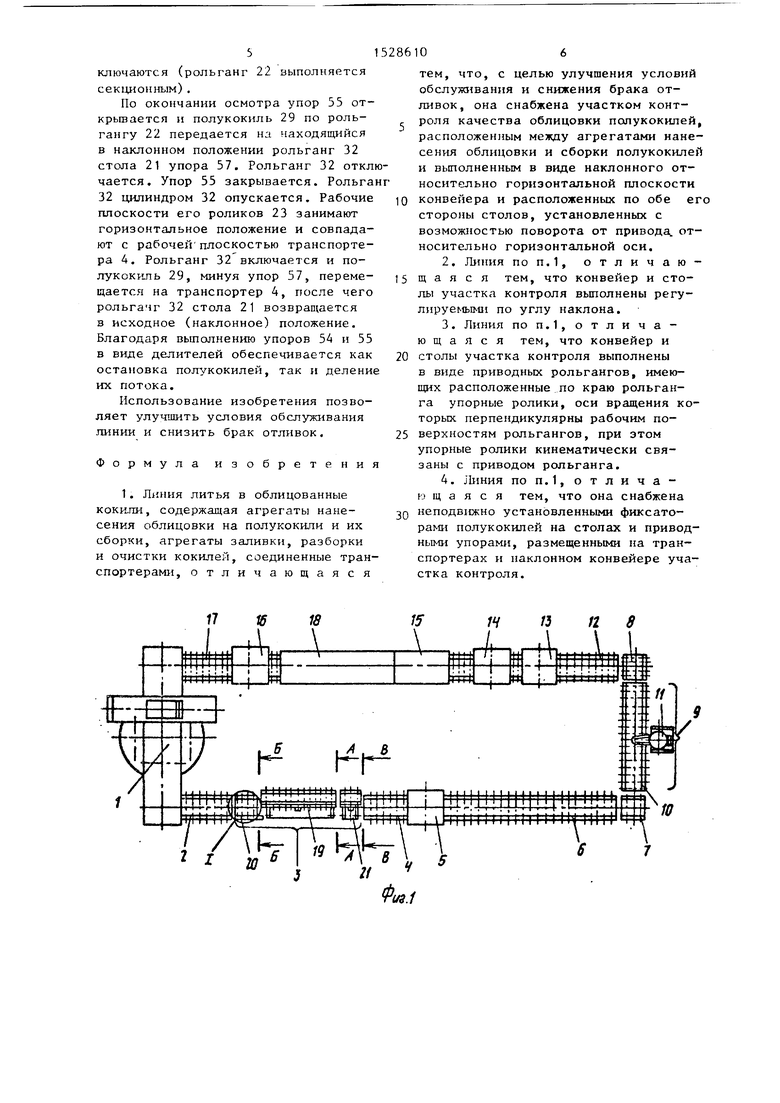
Яа фиг.1 изображена линия литья, вид в плане; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - узел I на фиг.1; на фиг.6 - разрез Г-Г на фиг.5; на фиг.7 - разрез Д-Д на фиг.5.
Линия (фиг.1) состоит из агрегата нанесения облицовки на полукокиль 1, транспортера 2 выдачи полукокилей из агрегата нанесения об- лицооки, участка 3 контроля качества облицовки, транспортера 4 передачи полукокилей в агрегат сборки, агрегата 5 сборки,транспортера 6,передаточных механизмов 7 и 8,агрегата 9 заливки, включающего транспортер 10 и заливочное устройство 11, транспортера 12, агрегатов разборки 13 и выбивки 14, агрегата 15 очистки, кантователя 16 и транспортера 17. Линия при необходимости может комплектоваться камерой 18 охлаждения.
Участок 3 контроля включает на- клонньш относительно рабочей поверхности транспортеров 2 и 4 кон- вейер 19 и наклоняемые относительно той же поверхности столы
20 и 21. I
Конвейер 19 (фиг.2) выполнен в виде приводного рольганга 22, ролики 23 которого смонтированы на раме 24, шарпирно установленной на станине 25. На этой же станине в качающейся гайке 26 установлен винт 27, шарнирно соединенный с ухом 28 рамы 25. С по(Л
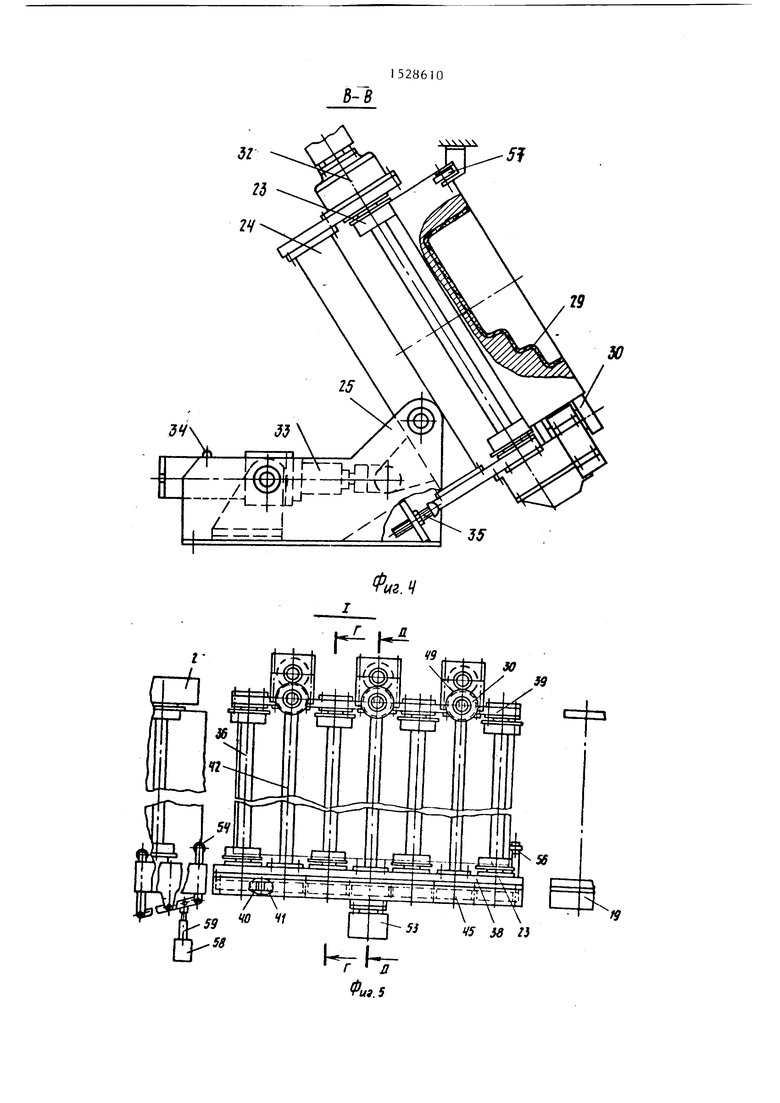
мощью винта 27 осуществляется наклон рамы 24 с рольгангом 22, при котором рабочие плоскости роликов 23 могут изменять свое положение от горизон- тального до наклонного на необходимы для обслуживания конкретного кокиля угол, обычно в пределах 45-75°. Исходное для работы конвейера положение - наклонное (фиг.2), Для пере- мещения по рольгангу 22 полукокиля 29 в наклонном положении рольганга 2 дополнительно снабжен упорными приводными роликами 30,на который лукокиль 29 опирается своей боко- вой поверхностью.
Конструкция столов 20 и 21 идентична и аналогична конструкции конвейера 19,с той лишь разницей,что наклон их рам 24 с рольгангами 31 и 32 осуществляется в цикле работы линии не винтом 27, а ершовыми цилиндрами 33, также шарнирно установленными в станинах 25, Кроме того, столы 20 и 21 снабжены упором 34 горизонтального положения рольгангов 31 и 32 и регулируемыми упорами
35их наклонного положения. Исходное положение рольганга 31 стола
20 - горизонтальное (фйг.З), роль- Ганга 32 стола 21 - наклонное (фиг.4). Конструкция рольгангов 22, 31 и 32 идентична.
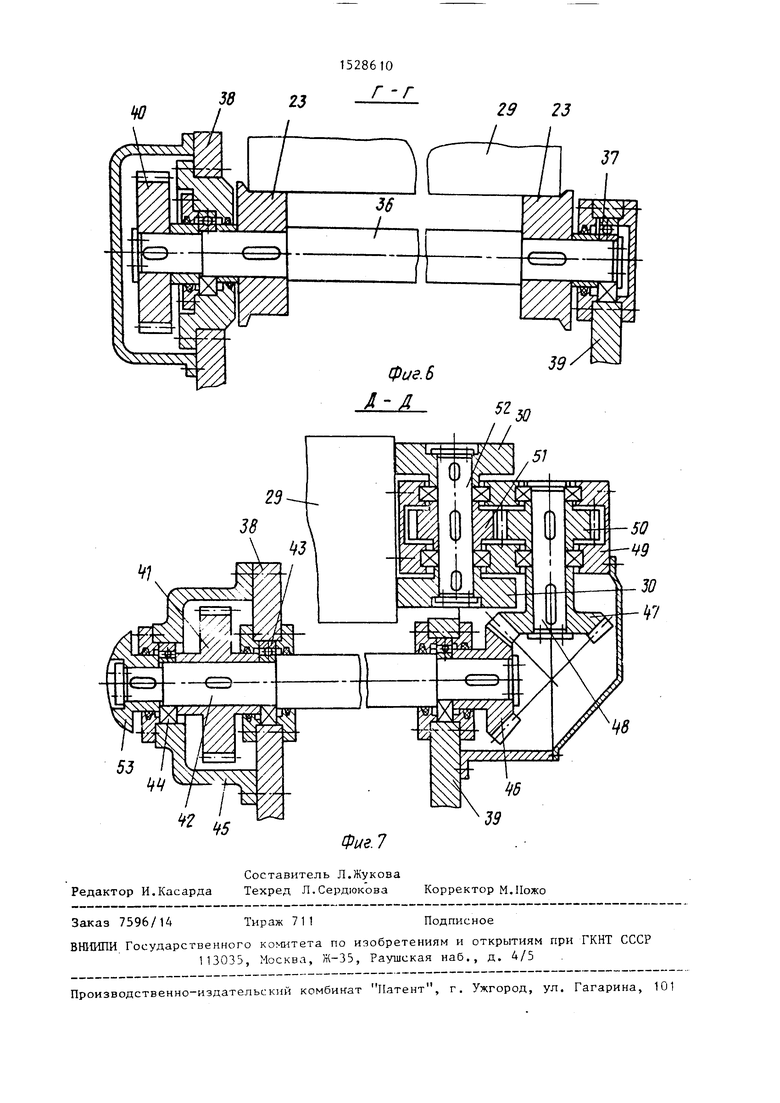
Ролики 23 (фиг.5-7) насажены на общий вал 36, вращающийся в подшипниках 37, смонти1К) в щеках 38 и 39 рамы 24. На один из концов вала
36жестко насажена шестерня 40, входящая в зацепление с шестерней 41 промелсуточного вала 42, вращающегося в подшипниках 43, установленных в щеках 38 и 39, и имеющего дополнительную опору 44 в корпусе 4,5, при- фланцованном к щеке 38. На второй конец вала 42 жестко насажена коническая шестерня 46, зацепляющаяся с конической шестерней 47, насаженной
на вал 48, вращающийся в сборном корпусе 4, прикрелЛенном к щеке 3. На валу 48 находится также шестерня 50, зацепляющаяся с шестерней 51, н Саженной на валу 52, также установ- ленньш в корпусе 49. На свободные концы вала 52 жестко насажены упор- . ные ролики 30.
; Один из валов 42 со стороны шее- терни 40 соединен с приводом 53, за крепленньЕ- на раме 24. Вращение от привода 53 посредством шестерен 41,
40 и 46, 47, 50, 51 передается всем приводным 23 и упорным 30 роликам конвейера 19 или столов 20 и 21,
Дпя деления потока полукокилей и фиксации полукокилей на тех или ины позициях предусмотрены упоры 54-57 и путевые датчики (не показаны). Упор 54 установлен на выходе транспортера 2 и удерживает полукокиль перед столом 20. Упор 54 выполнен приводным и в конкретном варианте иполнения может быть выполнен в виде силового цилиндра 58, шток 59 которого связан кинематически с фиксирующим элементом. Конструкция установленного на выходе конвейера 19 на раме 24 упора 55 аналогична. Конструкция упоров 56 и 57 аналогична, С их помощью фиксируется полукокиль на столах 20 и 21. Упоры 56 и 57 мотируются стационарно, например, на .станине 25, и могут быть вьтолнены неприводными. При этом упор 56 фиксирует перемещающийся горизонтально полукокиль и пропускает наклонный, а упор 57 фиксирует наклонный полукокиль и пропускает горизонтальный.
Линия работает следующим образом
Пришедший по транспортеру 2 по- лукокнпь 29 перемещается при горизонтальном положении рольганга 31 стола 20 по роликам 23 до упора 56, после чего рольганг 31 останавливается и упор 54 закрьшается, препятствуя выходу на стол 20 следующего полукокиля. Цилиндром 33 рама 24 с рольгангом 31 наклоняется. Рабочие плоскости роликов 23 и 30 стола 20 и конвейера 19 совпадают. Рольганг 31 включается и полукокиль 29 по роликам 23 и 30 передается на рольганг 22 конвейера°19 до упора 55, который в это время закрыт (упор 56 не препятствует перемещению полукокиля в наклонном положении). Рольганг 31 опускается. Упор 54 открывается. Начинается следунлций цик загрузки стола 20,
Осмотр качества облицовки полукокиля 29 производится во время его перемещения по рольгангу 22 конвейера 19 в наклонном положении. В случае необходимости, осмотр производится при стоянке полукокиля 29 на упоре 55. В этом случае ролики 23 и 30, находящиеся под остановленным на упоре 55 полукокилем,от51
ключаются (рольганг 22 выполняется секционным).
По окончании осмотра упор 55 от- крьшается и полукокиль 29 по рольгангу 22 передается на находящийся в наклонном положении рольганг 32 стола 21 упора 57, Рольганг 32 отключается. Упор 55 закрывается. Рольган 32 цилиндром 32 опускается. Рабочие плоскости его роликов 23 занимают горизонтальное положение и совпадают с рабочей плоскостью транспортера 4, Рольганг 32 включается и по- лукоки-пь 29, минуя упор 57, перемещается на транспортер 4, после чего рольгачг 32 стола 21 вoзвpaD aeтcя в исходное (наклонное) положение. Благодаря выполнению упоров 54 и 55 в виде делителей обеспечивается как остановка полукокилей, так и деление их потока.
Использование изобретения позволяет улучшить условия обслуживания линии и снизить брак отливок.
Формула изобретения
1, Линия литья в облицованные КОКИ.ПИ, содержащая агрегаты нанесения облицовки на полукокили и их сборки, агрегаты заливки, разборки и очистки кокилей, соединенные транспортерами, отличающаяся
0
5
0
106
тем, что, с целью улучшения условий обслуживания и снижения брака отливок, она снабжена участком контроля качества облицовки полукокилей, расположен шм между агрегатами нанесения облицовки и сборки полукокилей и выполненным в виде наклонного относительно горизонтальной плоскости конвейера и расположенных по обе его стороны столов, установленных с возможностью поворота от привода, относительно горизонтальной оси,
2,Линия ПОП.1, отличающаяся тем, что конвейер и столы участка контроля выполнены регу- лируемьп а по углу наклона,
3,Линия по п.1, отличающая с я тем, что конвейер и столы участка контроля выполнены
в виде приводных рольгангов, имеющих расположенные по краю рольганга упорные ролики, оси вращения которых перпендикулярны рабочим поверхностям рольгангов, при этом упорные ролики кинематически связаны с приводом рольганга,
4,Линия поп,1, отлича- F3 щ а я с я тем, что она снабжена неподвижно установленными фиксаторами полукокилей на столах и приводными упорами, размещенными на транспортерах и наклонном конвейере участка контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки полукокилей в агрегат нанесения облицовки | 1974 |
|
SU499957A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
| Линия литья в облицованные кокили | 1986 |
|
SU1435387A1 |
| Машина для нанесения облицовки на кокили | 1973 |
|
SU474392A1 |
| Устройство для удаления отливок из кокиля | 1978 |
|
SU774791A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Машина для нанесения облицовки на кокили | 1981 |
|
SU984657A1 |
| Устройство для передачи груза с подвесного конвейера на рольганг | 1984 |
|
SU1217751A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
Изобретение относится к литейному производству, в частности к линиям литья в облицованные кокили. Цель изобретения - улучшение условий обслуживания и снижение брака отливок. Линия состоит из конвейера, агрегата нанесения облицовки полукокилей, участка контроля качества облицовки, агрегата сборки, передаточных механизмов, агрегатов заливки, разборки, выбивки и очистки. Агрегаты связаны между собой транспортерами. Конвейер выполнен регулируемым по углу наклона. Линия может комплектоваться камерой охлаждения. 3 з.п. ф-лы, 7 ил.
14 /3 П 8
WtWmLik
П
2S
5V
/
30 до
14
28
X
25
Я
.4
.5
Фиг. 7
Составитель Л.Жукова Редактор И.Касарда Техред Л.Сердюкова Корректор М.Иожо
Заказ 7596/14
Тираж 711
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. Д/5
29 23
37
8
Подписное
| Авторское свидетельство СССР № 761131, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
