1
Изобретение относится к области пайки изделий погружением в расплав солей и может быть применено в машиностроительной промышленности.
Известна установка для пайки изделий погружением, содержаш,ая рабочие ванны и враш,аюш,ийся вал с кулачками, снабженный горизоптальпыми рычагами с подвесками для изделий и установленный с возможностью возвратно-поступательного перемешения по вертикали.
Описываемая установка отличается от известной тем, что рычаги выполнены в виде шарнирно связанных опорной и несуш,ей частей, при этом последняя снабжена фиксатором ее положения, а ванна - механизмом подъема изделий, выполненным в виде вертикально перемещаюш,егося вилочного захвата.
Эти отличия повышают производительность процесса пайки изделий погружением.
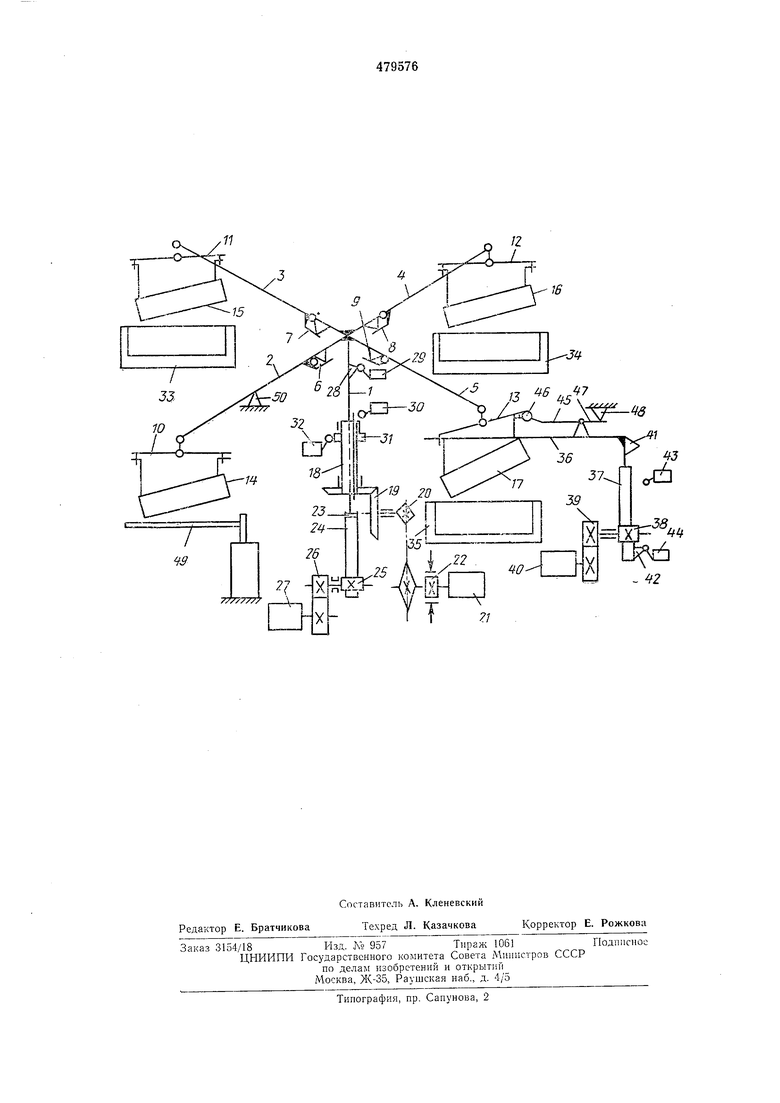
На чертеже изображена кинематическая схема предложенной установки.
Установка для пайки погружением состоит из вертикально расположенного вала 1, на котором шарнирно закреплены рычаги 2-5, состояш,ие из опорной и несуш,ей частей и снабженные упорами 6-9, которые ограничивают опускание этих рычагов и удерживают их на одной высоте в одной плоскости. На несушей части рычагов 2-5 укреплены подвески 10-13
для крепления на них изделий 14-17. Подвески выполнены в виде крышек по размеру ванн, что позволяет закрывать ванну во время работы. Вал 1 установлен во втулке 18, которая через коническую зубчатую пару 19 и цепную передачу 20 соединена с электродвигателем 21. Перед электродвигателем 21 установлен тормоз 22. Вал 1 нижним концом через упорный подшипник 23 опирается на рейку 24, которая через реечную шестерню 25 и цилиндрическую зубчатую пару 26 соединена с электродвигателем 27. Вал 1 снабжен кулачком 28, воздействуюш,им поочередно на путевые выключатели 29 и 30, а втулка 18 снабжена кулачками 31, воздействующими на путевой выключатель 32. Количество кулачков 31 равно количеству рычагов 2-5 (количеству позиций технологического процесса). В описываемом варианте их четыре. На позициях рычагов 3 и 4 под изделиями 15, 16 установлены ванны предварительного подогрева 33 и 34. На позиции рычага 5 иод изделием 17 установлена ванна пайки 35 с расплавом солей. На этой же позиции установлен вилочный захват 36, укрепленный на вертикальной рейке 37, которая через реечную шестерню 38 и цилиндрическую зубчатую передачу 39 соединеаа с электродвигателем 40. Рейка 37 снабжена кулачками 41 и 42, которые поочередно воздействуют на путевые выключатели 43 и 44. Вилочный захват 36 снабжен двуплечим рычагом 45, который на одном из плеч имеет ролик 46, а для другого плеча 47 установлен регулируемой по высоте упор 48.
Установка работает следующим образом.
В исходном положении подъемный стол 49 и вал 1 находятся в нижнем положении, а вилочный захват 36 - в верхнем. На позиции загрузки с помощью подъемного стола 49 изделие 14 поднимают и укрепляют на подвеске 10. Стол 49 опускают в исходное положение. Включается электродвигатель 27, который через передачу 26 и реечную пару 24, 25 поднимает вал 1 и рычаги 2-5 в верхнее положение. В конце хода вала 1 срабатывает путевой выключатель 29, который дает сигнал на включепие электродвигателя 40. Последний через передачу 39 и реечную пару 38, 37 опускает вилочный захват 36 в нижнее положение. В конце движения вниз рейки 37 кулачок 41 воздействует на путевой выключатель 43, который выключает электродвигатель 40 и включает электродвигатель 21. Электродвигатель 21 через цепную 20 и коническую 19 передачи поворачивает втулку 18, а вместе с ней вал 1 и рычаги 2-5. Изделие 14, подвешенное на рычаге 2, переносится последним с позиции загрузки на позицию ванны 33. Рычаг 3 с изделием 15 передвигается на позицию рычага 4, а рычаг 4 с изделием 16 - на позицию рычага 5 с изделием 17. После поворота вала 1 и втулки 18 на 90° одип из кулачков 31 воздействует на путевой выключатель 32, который выключает электродвигатель 21, а тормоз 22 фиксирует угловое положение вала 1. Путевой выключатель 32 включает также электродвигатель 27, который, вращаясь в обратную сторону, через зубчатые передачи 26 и 25 опускает вал 1 вниз. Вместе с валом 1 опускаются и рычаги 2-5 с подвешенными к их подвескам изделиями.
Изделие 15 опускается в ванну предварительного нагрева 33, изделие 16 - в ванну 34, а изделие 17 - в ванну пайки 35. В конце движения вниз вала 1 кулачок 28 воздействует на путевой выключатель 30, который выключает электродвигатель 27 и включает реле времени выдержек подогрева изделий и времени выдержки пайки. При опускании вала 1 п рычагов 2-5 рычаг 2 на своем пути встречает
неподвижную опору 50, которая ограничивает дальнейшее движение рычага 2 вниз, благодаря чему подвеска 10 занимает положение, позволяющее оператору заменить изделие 14 с помощью стола 49. По истечении времени пайки изделия реле времени дает команду на включение электродвигателя 40, который через цилиндрическую 39 и реечную 38, 37 передачи поднимает вилочный захват 36 в верхнее положение. В конце хода рейки 37 кулачок 42 воздействует на путевой выключатель 44, который выключает электродвигатель 40. В конце хода вилочного захвата 36 плечо 47 рычага упирается в упор 48, рычаг 45 поворачивается вокруг шарнира и роликом 46 поднимает край подвески 13, благодаря чему создается наклон изделия 17, позволяющий более интенсивно стечь с изделия остаткам расплавленных солей в ванну. По истечении времени выдержки изделий 15, 16 в ваннах 33, 34 реле времени включает электродвигатель 27, вал 1 поднимается в верхнее положение.
В верхнем положении вала 1 срабатывает путевой выключатель 29, который включает электродвигатель 40. Последний через нередачи 39, 38, 37 опускает вилочный захват 36 в нижнее положение. В конце движения вниз рейки 37 кулачок 41 воздействует на путевой выключатель 43, который выключает электродвигатель 40 и включает электродвигатель 21. Вал 1 поворачивается, и цикл повторяется.
Предмет изобретения
Установка для пайки изделий погружением, содержащая рабочие ванны и вращающийся вал с кулачками, снабженный горизонтальными рычагами с подвесками для изделий и установленный с возможностью возвратно-поступательного перемещения по вертикали, о тли чающаяся тем, что, с целью повышения производительности нроцесса пайки, рычаги выполнены в виде шарнирно соединенных опорной и несущей частей, при этом несущая часть снабжена фиксатором ее положения, а ванна - механизмом подъема изделий, выполненным в виде вертикально перемещающегося вилочного захвата. 16 .л i4-5 V / tr- T
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для пайки изделий погружением | 1973 |
|
SU479576A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Полуавтомат для эмалирования изделий | 1979 |
|
SU885350A1 |
| Перегрузочное устройство | 1986 |
|
SU1402522A1 |
| Утсановка для окраски изделий | 1975 |
|
SU651854A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| Машина для упаковывания в ящик штучных изделий | 1979 |
|
SU956355A1 |
| СТАНОК ДЛЯ ЦЕНТРИРОВАНИЯ ЛИНЗ | 1966 |
|
SU180106A1 |
| Устройство для сборки ящиков в стопки | 1973 |
|
SU611838A1 |