Изобретение может быть использовано в черной и цветной металлургии при производстве сортового проката на сортовых заготовочных и мелкосортных станах.
Недостатком известных способов обработки является снижение точности проката.
Для повышения точности обработки калибра и точности обработки валков предложено обработку по всему контуру сечения калибра осуществлять на предварительно нагруженных валках, например, путем установки колец.
Предварительное нагружение валков производят следующим образом. Сначала предварительно обрабатывают бурты, что предотвращает их биение, а затем устанавливают между буртами кольца с обжатием. По величине обжатия определяют усилие, действующее на клеть. После нагружения между валками вводят инструмент, выполненный в виде формы сечения калибра и осуществляют его механическую обработку.
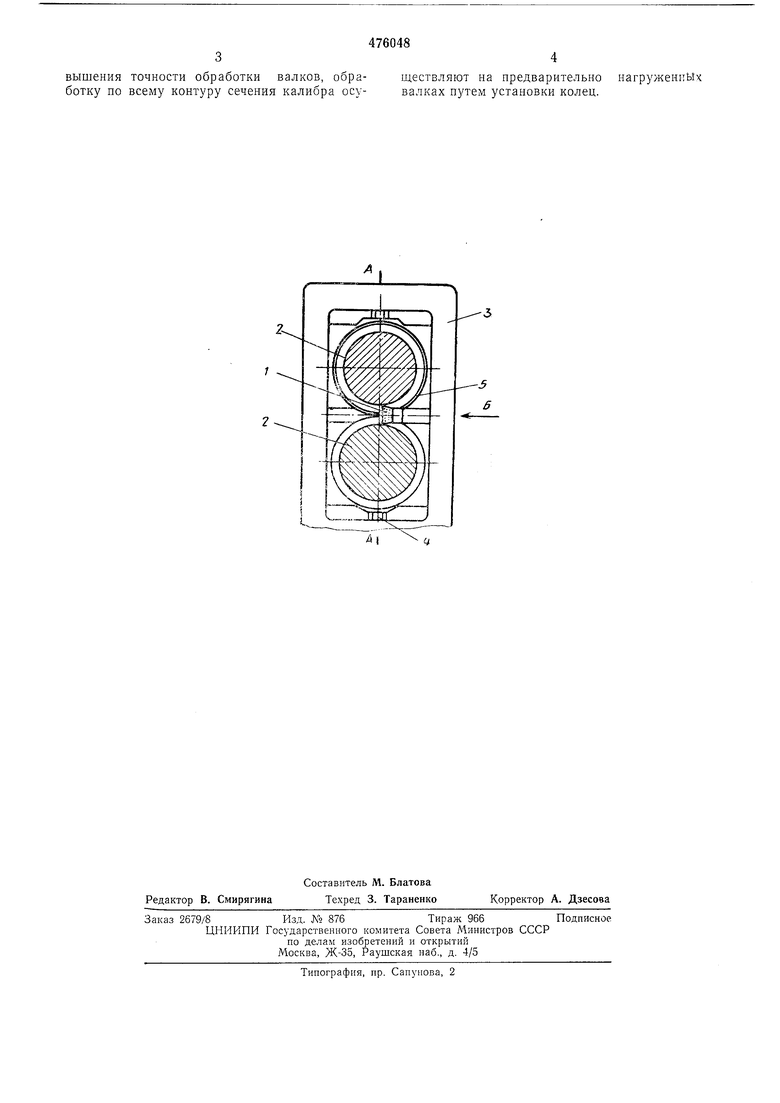
Способ поясняется чертежом.
Режущий инструмент 1, точно соответствующий форме сечения калибра, устанавливают между валками 2 клети прокатного стана 3. Кромка режущего инструмента 1 при радиальной подаче и при своде валков 2 винтами 4 клети прокатного стана 3 располагается в плоскости А-А. В случае тангенциальной подачи инструмент 1 перемещается по стрелке Б.
При предварительном нагрзжении валков 2 на них устанавливаются кольца 5 с обжатием. Способ состоит в следующем. Валки проходят раздельную чистовую механическую обработку всех поверхностей за исключением калибров. Калнбры нарезаются с припуском под чистовую обработку. Затем валки монтируют в клетн прокатного стана, сводят винтами так, чтобы инструмент мог обработать заранее заданный припуск. Между валками устанавливают кольца. PlncTpyMeHT подают но стрелке Б до начала зоны резания. После настройки валки приводят во вращение, а инструменту сообщают тангенциальную подачу по стрелке Б. При движении инструмента 1 за счет снятия металла одновременно в двух ручьях обоих валков 2 происходит формообразование калибра. Формообразование заканчивается в момент совмещения плоскости режущей кромки инструмента 1 с плоскостью А-А.
При износе валков можно восстановить размеры калибра, сближая валки в процессе механической обработки, когда инструмент
установлен между валками.
Предмет изобретения
Способ механической обработки калибров прокатных валков, включающий одновременную обработку двух валков одним инструментом, отличающийся тем, что, с целью повышения точности обработки валков, обработку по всему контуру сечения калибра осуществляют на предварительно нагруженных валках путем установки колец.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки бочек прокатных валков | 1975 |
|
SU558727A1 |
| Устройство для чистовой обработки калибров прокатных валков | 1973 |
|
SU476049A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1997 |
|
RU2113293C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| Способ прокатки | 1987 |
|
SU1829972A3 |
