В исходном положении рольганг подведен к столу ножниц, толкатели 10 разведены на максимальный размер. Лист 9 со стеллажа переносят на рольганг при помощи листоукладчика, который отводится затем в исходное положение. Включают привод роликов рольганга, при вращении которых лист перемещается к ножницам. Когда линия разметки на листе будет располагаться в зоне линии реза, толкатели с помощью приводов доводятся до соприкосновения с боковыми кромками листа. Далее передвигают их в одном направлении совместно с листом на заданную величину. Лист при этом устанавливается под необходимым углом к ножам ножниц.
Включают привод роликов рольганга, которые перемещают лист до совмещения линии разметки с линией реза. Производится рез, после чего все операции повторяются.
Устанавливать лист под заданным углом можно и одним толкателем.
Резка по заднему упору осуществляется следующим образом.
После укладки листа на рольга-нг 4 листоукладчиком 2, привод 7 роликов включается в направлении движения листа в сторону упора 8. Через 2-5 сек после встречи с упором кромка листа плотно поджимается к нему по всей длине. Так произведено предварительное базирование листа. Затем привод 7 роликов рольганга переключается в направлении подачи листа под нож ножниц. Через 1-2 сек после встречи передней кромки листа с задним упором 13 ножниц происходит ее плотный поджим к опорной поверхности заднего упора, привод роликов отключается, производится рез. Затем вновь осуществляется подача листа до заднего упора ножниц и снова
рез, и так далее до полной разрезки листа на заготовки.
Для уменьшения износа механизмов без потери производительности привод 7 роликов рольганга выполнен регулируемым. Отсутствне жесткой связи листа с подающим механизмом (лист-ролик) само по себе значительно демпфирует ударные нагрузки на механизмы, так как возможна пробуксовка роликов под листом.
При резке небольших листов рольганг перемещается на тележке, освобождая место для рабочего перед ножницами.
Предмет изобретения
Установка для резки листового материала, содержащая смонтированные на станине гильотинные ножницы, а также загрузочное устройство, снабженное листоукладчиком, подающим рольгангом и механизмом ориентации листа, отличающаяся тем, что, с целью повышения надежности работы, механизм ориентации листа выполнен в виде приводных толкателей, смонтированных на станине с возможностью возвратно-поступательного перемещения в направлении, параллельном линии реза, а также упора, закрепленного на рольганге с противоположной стороны относительно ножниц.
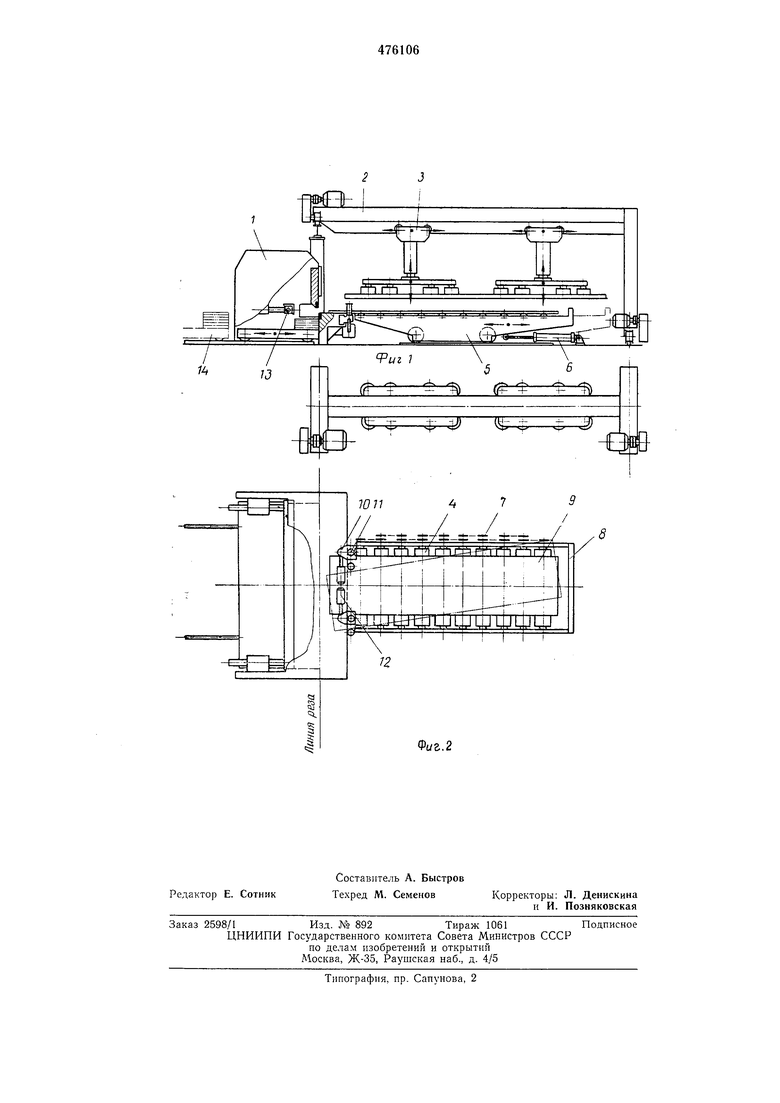
Фиг.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия раскроя листового материала | 1985 |
|
SU1278122A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Автоматическая линия раскроя листового материала на прямоугольные заготовки | 1979 |
|
SU872056A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Механизированная линия резки листового проката | 1983 |
|
SU1143530A1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Установка Быченко для подачи листов | 1981 |
|
SU988475A1 |
| Установка для резки листового проката | 1985 |
|
SU1355386A1 |
| Устройство для ориентированной подачи листового материала | 1981 |
|
SU1060547A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |