ступает разрешающий сигнал на коммутатор 7. Так как обработка изделия 9 не начата, сигнал с датчика размера 1 больше опорного напряжения Uoz компаратора 10 и с компаратора 10 поступает запреш,ающий сигнал на коммутатор 7.
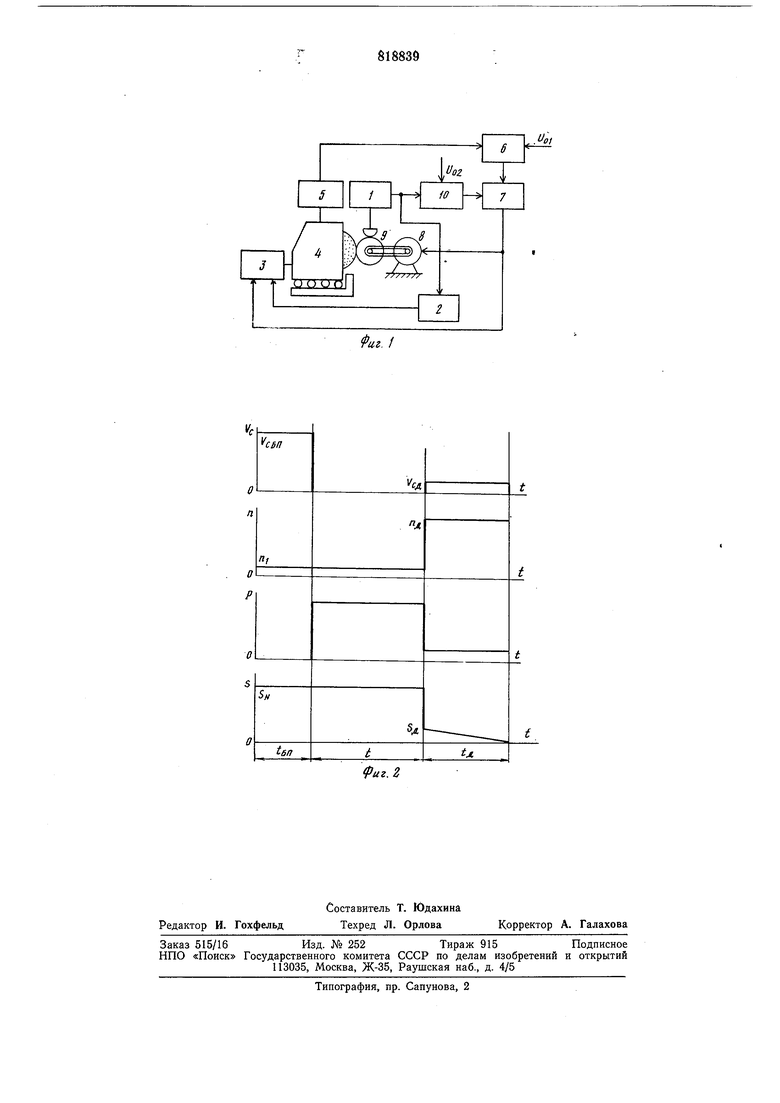
В этом режиме схема 3 управления врезной подачей осуш,ествляет быстрый подвод шлифовального суппорта 4 к изделию 9, а схема 8 управления скоростью изделия 9 - медленное враш,ение изделия 9.
При подводе шлифовального суппорта 4 к изделию 9 на скорости быстрого подвода шлифовальный круг врезается в изделие на величину припуска на черновую обработку (величина припуска задается настройкой жесткого упора). В этот момент резко возрастает сигнал на выходе измерителя сил резания 5. Сигнал становится больше величины t/oi и на выходе компаратора 6 появляется заиреш,аюший сигнал. Состояние выходной цепи коммутатора 7 при этом не изменяется.
Начинается второй этап цикла шлифова,ния ti - черновое шлифование. На этом этапе
Ко 0; п ui, Р Рчерн/ 5 SN.
В таком состоянии системы осуществляется съем всего припуска на черновую обработку. Шлифовальный суппорт 4 при этом не перемещается и сошлифование всего припуска на черновую обработку про-, изводится при отсутствии радиальной силы резания (точнее - при минимальном значении. Это значение радиальной силы много меньше, чем при обычном, широко распространенном шлифовании).
Скорость вращения изделия 9 на этом этапе выбирается такой, чтобы весь припуск на черновую обработку был снят за один оборот изделия 9.
Через один оборот изделия 9 съем припуска на черновую обработку заканчивается. Сигнал на выходе измерителя сил резания 5 становится меньше опорного напряжения Uoa компаратора 6 и на выходе компаратора 6 появляется разрешающий сигнал.
Сигнал на выходе датчика размера 1 становится меньше величины опорного напряжения f/on2 компаратора 10 и на выходе компаратора 10 также появляется разрешающий сигнал. При этом на выходе коммутатора 7 появляется сигнал, который через схему 8 управления вращением изделия 9 включает высокую скорость вращения изделия 9, а через схему управления врезной подачей 3 включает доводочную врезную подачу шлифовального суппорта 4.
Начинается третий этап цикла шлифования /д - доводочная подача. На этом этапе скорость перемещения шлифовального суппорта равна малой (доводочной) подаче 1/д; число оборотов изделия имеет максимальное значение, выбираемое из требований по чистоте обработанной поверхности (шероховатости); мощность сил резания соответствует скорости подачи Уд; величина оставшегося припуска 5д уменьшается в соответствии со скоростью съема припуска 1/д.
По мере уменьшения припуска на обработку сигнал с датчика размера 1 уменьшается и когда ои достигнет величины, соответствующей полностью снятому припуску, с командно-программного блока 2 выдается команда на отвод шлифовального суппорта 4.
Включение и выключение вращения изделия 9 осуществляется внутренней схемой станка.
Формула изобретения
Система управления шлифованием, содержащая датчик размера, подключенный к схеме управления врезной подачей, а также схему управления скоростью вращения изделия, отличающаяся тем, что, с целью повышения производительности, она снабжена компаратором припуска, измерителем сил резания, компаратором сил резания и коммутатором, причем первый вход коммутатора через компаратор припуска подключен к датчику размера, второй вход через компаратор сил резания подключен к измерителю сил резания, а выход подключен к схеме управления скоростью вращения изделия и к схеме управления врезной подачей.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2500790/25-08, кл. В 24В 49/00, 1977.
.ot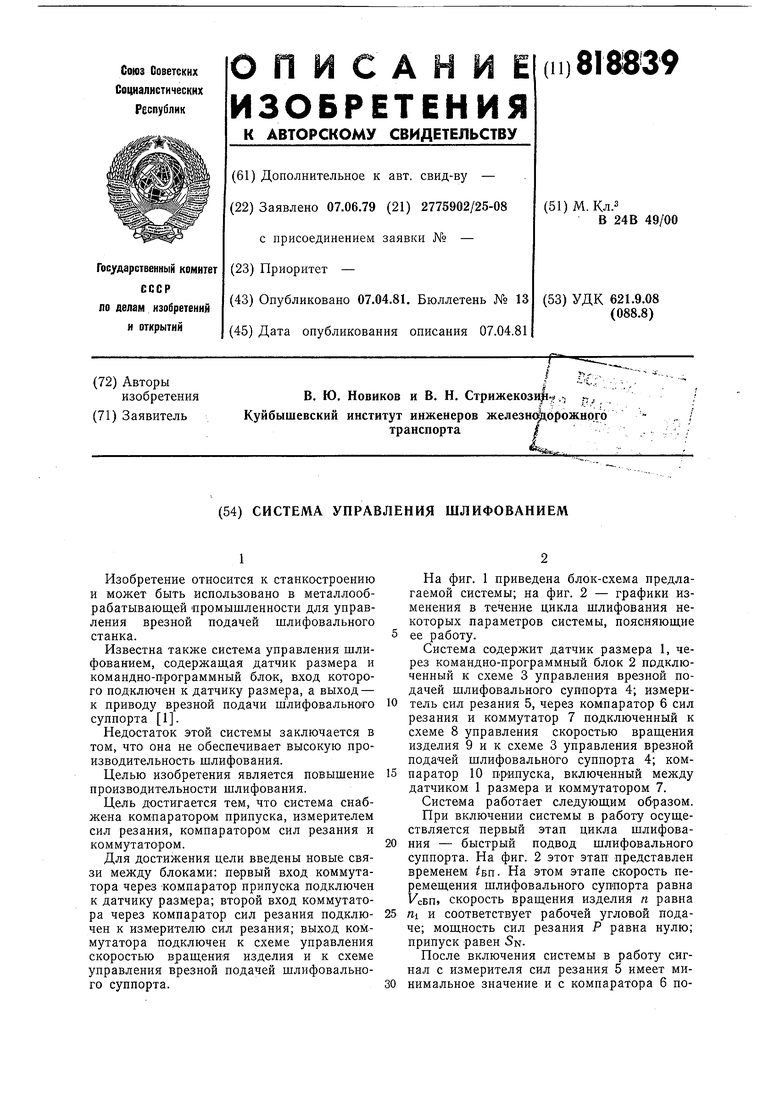
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Способ управления круглым врезным шлифованием и устройство для его осуществления | 1988 |
|
SU1734991A1 |
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПРОЦЕССА ШЛИФОВАНИЯ | 2019 |
|
RU2715580C1 |
| Способ коррекции программы шлифования | 1978 |
|
SU930259A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |