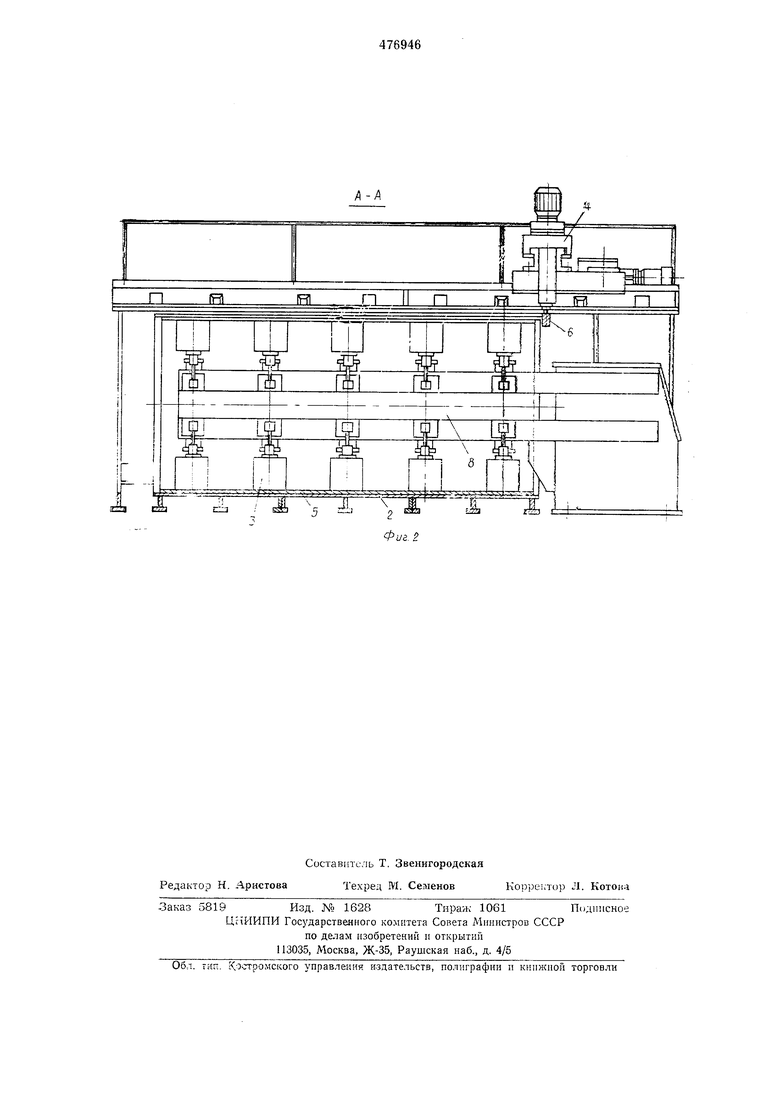
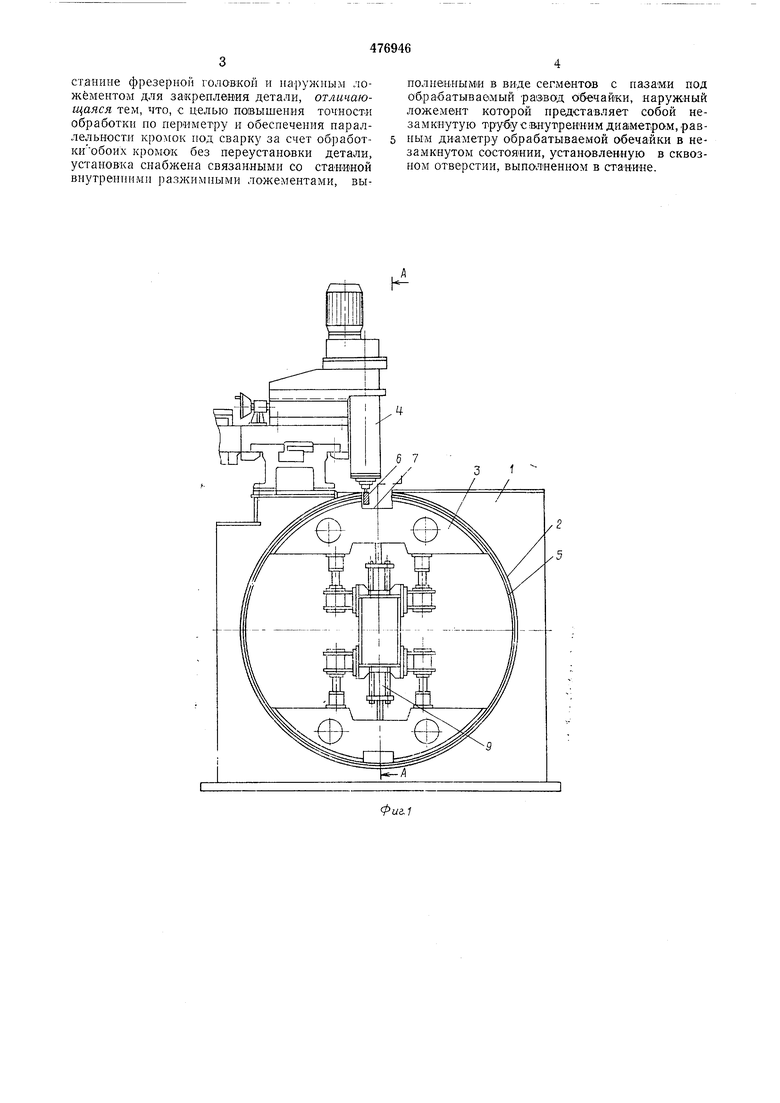
ст.аниие фрезерной головкой и иа|)ужиым ложементом для за1креплен1ия детали, отличающаяся тем, что, с целью повышения точности обработки по периметру и обеспечения параллельности кромок под сварку за счет обработкиобоих кромок без переустановки детали, установка снабжена связан-ными со ста«и«ой внутренпими разжимными ложементами, выполнеи-ными в виде сегментов с пазами под обрабатываемый развод обечайки, наружный ложемент которой представляет собой незамкнутую трубу с -BiHyTipeHWHM диаметром, равным диаметру обрабатываемой обечайки в незамкнутом состоянии, установленную в сквозном отверстии, выполиенном в ст аиине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кромкофрезерный станок | 1981 |
|
SU1107967A1 |
| Кромкофрезерный станок | 1988 |
|
SU1682052A1 |
| Установка для сборки под сварку и автоматической сварки продольных швов обечаек | 1979 |
|
SU863280A1 |
| Установка для сварки продольных швов многошовных цилиндрических обечаек | 1977 |
|
SU737178A2 |
| Способ крепления заготовки типа тела вращения | 1989 |
|
SU1634426A1 |
| Устройство для сборки под сварку обечаек | 1980 |
|
SU878473A1 |
| Стенд для сборки и сварки продольного стыка обечаек | 1981 |
|
SU1030132A2 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| Способ вибрационного сверления | 1984 |
|
SU1172651A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ОБЕЧАЙКИ С ПРОДОЛЬНЫМИ ГОФРАМИ | 2012 |
|
RU2507047C1 |