б. , t $ fZJ SJ 3 :r :lV l-iZwi5fa (Л
Изобретение относится к сварке и может быть использовано для сборки и сварки продольного стыка обечаек цилиндрической и конической форм.
Do основному авт. св. 772776 известен стенд для сборки продольного стыка обечаек, содержащий смонтированные на раме клавшиные прижимы и раздвижной консольный ложемент с упорами для торца обечайки 1 .; Однако указанный стенд не обеспечивает сборку жестких обечаек, . имеющих малый, диаметр, большую длину, и большую толщину стенок, так как происходит проскальзывание кромок собираемой обечайки между прижимными клавишами и ложементон в поперечном направлении из-за удержания перемещаемых кромок только за счет сил трения. Кроме того, жестко закрепленный на конце ложемента , . ;. упор сокращает диапазон свариваемых обечаек, так как мешает прохождению обечаек малого диаметра, что снижает те хнологические возможности стенда. Цель изобретния - расширение . технологических возможностей стенда путем обеспечения сборки и сварки., жестких обечаек, имеющих малый диаметр,большую длину и большую толщину стенок.
Указанна.я цель достигается тем, что стенд, содержащий.смонтированные на раме клавшшше прижимы и раздвижной консольный ложемент с , упорами для торца обечайки, снабжен дополнительными Г-,образными торцовыми упорами, установленными на клавишных прижимах с возможностью перемещения вдоль продрльной о.си - пгтенда и Г-образньми упорами для наружной поверхности обечайки, шарнирнЬ смонтированными на упомянутых торцовых упорахг.
Оснащение клавжаей взаимно перпендикулярными регулируемыми уПорами, взаимодействующими с собираемой обечайкой, позволяет заменить передач&г усилий на собираемые кромки за сче-в, сил трения на деформации среза и изгиба, которые в пять и более раз выше.
Жесткое соединение упоров с клавишами при помощи рифленнызс поверхностей и болтов позволяет осуЩест вить плавную регулировку упоров на нужный диаметр и длину обечайки и иметь надежную передачу усилий при помощи деформаций среза и с смятий, а не за Ьчет трения, т.е. несущие силовые элементы работают на срез и смятие, рабочие усилия которых в пять раз выше, чем усилия трения. ,
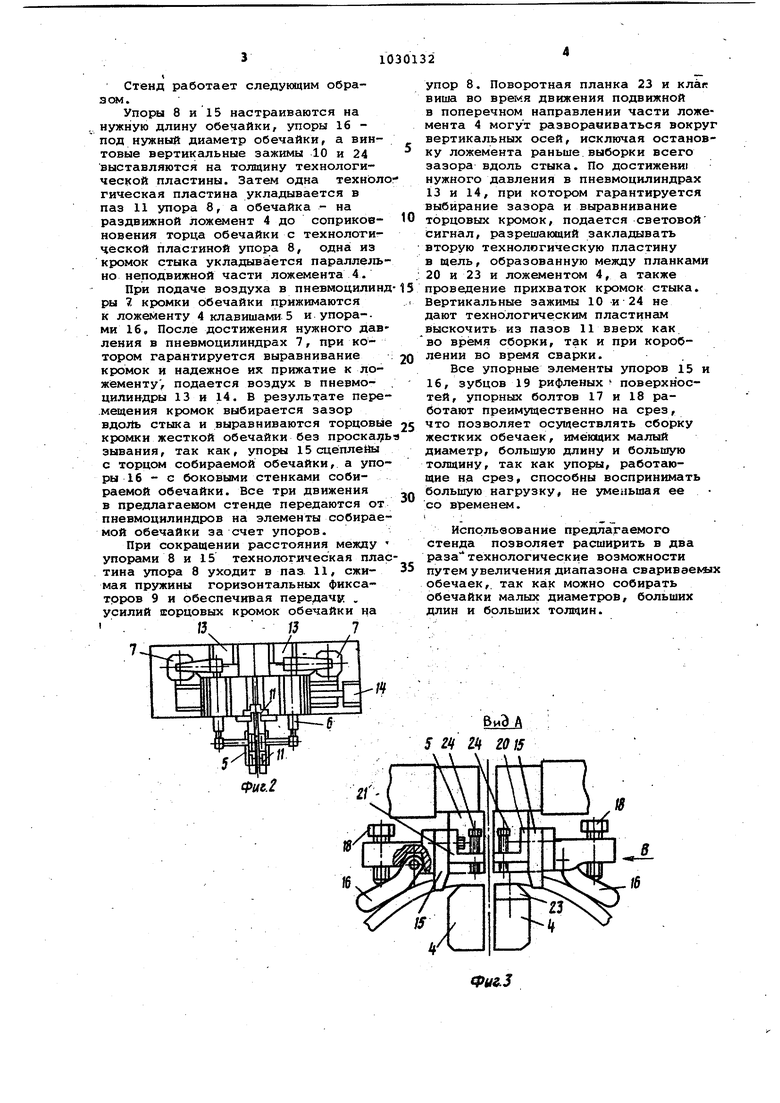
На фиг.1 изображен предлагаемый стенд, общий вид; на фиг.З - то же, вид сверху; на фиг.З - вид А на
фиг.2; на фиг,4 - вид Б на фиг.З; на фиг.З - вид В на фиг.З: на фиг.6 схема воздействия упоров на собираемую обечайку.
На раме 1 закреплены продольные суппорты 2 и 3, на которых размещен раздвижной консольный ложемент 4 и прижимные клавиши 5, установленные на шарнирах б и связанные с пневмоцилиндрами 7. На раме 1 уста новлен упор -8, в котором размещены подпружиненные горизонтальные фиксаторы 9 и винтовые вертикальные зажимы 10, настраиваемые на нужную толщину технологической пластины.,, под которую выполнен паз 11. Продольные суппорты 2 и 3 и поперечный 12 перемещаются при помощи пневмоцилиндров 13 и 14.. Клавиши оснащены взаимно перпендикул.ярными дополнительными Г-образннми торцовыми упорами 15 и упорами 16 для наружной поверхности обечайки. Упоры регулируются болтами 17 и 18, упоры.15 имеют продольные регулировочные пазы. Упоры 15 крепятся к прижимным клавишам 5 при помощи двух упорных болтов 17, воспринимающих вертикальную нагрузку среза и усилие затяжки, а чтобы не было смещения упоров 15 вдоль клавишей 5 на сопрягаемых поверхностях клавишей 5 и упоров 15 выполнены, зубцы 19 в виде рифленных поверхностей, которые взаимно сцепляются, не допуская смещения упоров 15 относительно клавишей 5, так как усилия передаются за счет упоров, а не посредством трения. При помощи продольных пазов упоры 15 смонтированы с возможностью пярёмицения вдоль продольной оси стенда по длине собираемой обечайки. Упоров 16 также два, по отношению . к упорам 15 они перпендикулярны/ закреплены на упорах 15 при помощи осей, настраиваются на диаметр собираемой обечайки упорными болтами 18 (упоры 16 развора.т чйваются до соприкосновения с наружной поверхностью обечайки-Jv Технологическая пластина удерживается на конце ложемента 4 при помощи планок 20 и 21, прикрепленных к упорам 15, и болтов 22. Подвижная в поперечном направлении правая часть ложемента имеет поворотную вокруг вертикальной оси планку 23. В упоре 15 закреплены винтовые вертикальные зажимы 24.
Для контроля за усилием, при котором гарантируется соединение кромок, подводящая магистраль каждого пневмоцилиндра имеет пневмореле, автоматически обеспечивающее необходимую последовательность операцийJ Стенд работает следующим образом. Упоры 8 и 15 настраиваются на нужную длину обечайки, упоры 16 под нужный диаметр обечайки, а винтовые вертикальные зажимы 10 и 24 выставляются на толщину технологической пластины. Затем одна техн&л гическая пластина укладывается в паз 11 упора 8, а обечайка - на раздвижной ложемент 4 до соприковновения торца обечайки с технологической пластиной упора 8, одна из кромок стыка укладывается параллель но неподвижной части ложемента 4. При подаче воздуха в пневноцилин ры 7 кромки обечайки прижимаются К ложементу 4 клавишами 5 и упора- ми 16, После достижения нужного дав ления в пневмоцилиндрах 7, при котором гарантируется выравнивание кромок и надежное их прижатие к ложементу, подается воздух в пнермоцилиндры 13 и 14. В результате пере .мещения кромок выбирается зазор вдоЛь стыка и выравниваются торцовы кромки жесткой обечайки без проскал зывания, так как, упоры 15сцеплейы с торцом собираемой обечайки,, а упо ры 16 - с боковыми стенками собираемой обечайки. Все три движения в предлагаеиом стенде передаются от пневмоцилиндров на элементы собирае мой обечайки за счет упоров. При сокращении расстояния между упорами 8 и 15 технологическая пла тина упора 8 уходит в паз 11, ежимая пружины горизонтальных фиксаторов 9 и обеспечивая передачи . усилий шорцовых кромок обечайки на 7 N
Фиъ.3 упор 8. Поворотная планка 23 и клал ниша во время движения подвижной в поперечном направлении части ложемента 4 могут разворачиваться вокруг вертикальных осей, исключая остановку ложемента раньше.выборки всего зазора вдоль стыка. По достижени нужного давления в пневмоцилиндрах 13 и 14, при котором гарантируется выбирание зазора и выравнивание торцовых кромок, подается световой сигнал, разрешающий закладывать вторую технологическую пластину в щель, образованную между планками 20 и 23 и ложементом 4, а также проведение прихваток кромок стыка. Вертикальные зажимы 10 и 24 не дают технологическим пластинам в ыскочить из пазов 11 вверх как во время сборки, так и при короблении во время сварки. Все упорные элементы упоров 15 и 16, зубцов 19 рифленых поверхностей, упорных болтов 17 и 18 работают преимущественно на срез, что позволяет осуществлять сборку жестких обечаек, имеющих малый диаметр, большую длину и большую толщину, так как упоры, работающие на срез, способны воспринимать большую нагрузку, не хменьшая ее со временем. Использование предлагаемого стенда позволяет расширить в два раза технологические возможности путем увеличения диапазона свариваеких обечаек,, так как можно собирать обечайки малых диаметров, больших длин и больших толщин. j 1Ц т го /5 V
Вид В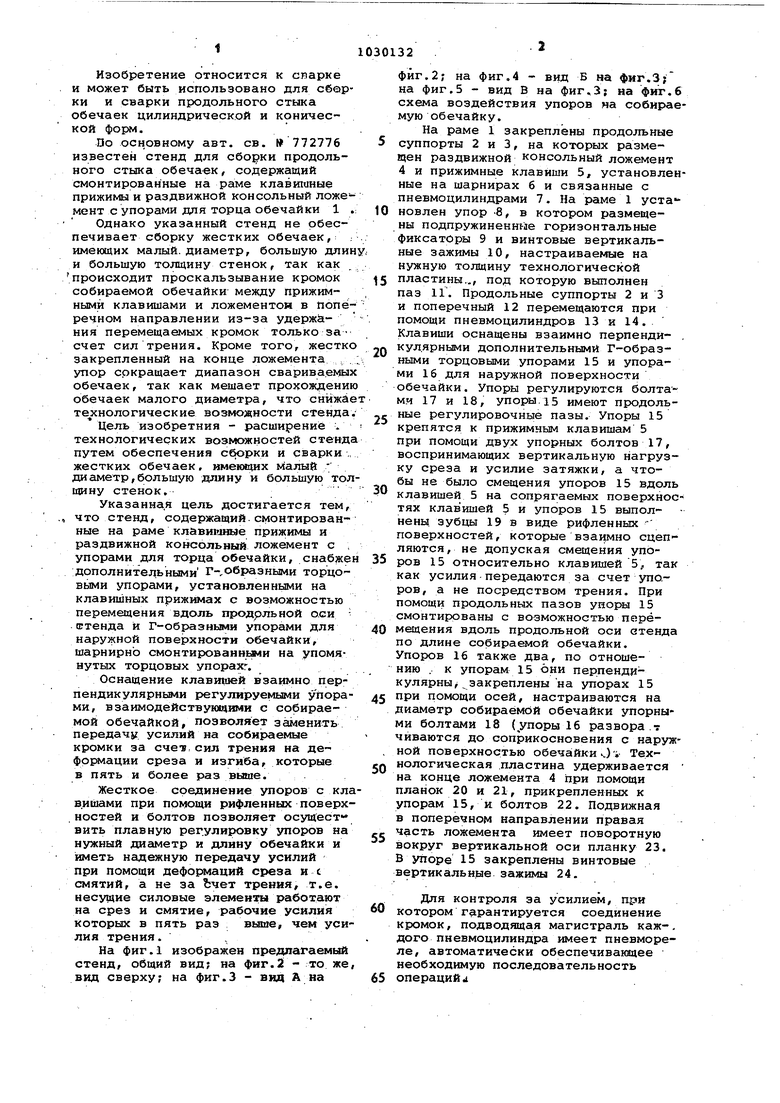
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки продольного стыка обечаек | 1979 |
|
SU772776A1 |
| Стенд для сборки продольного стыка обечаек | 1974 |
|
SU588090A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для сборки под сварку и автоматической сварки продольных швов обечаек | 1979 |
|
SU863280A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Установка для сборки и сваркипРОдОльНыХ шВОВ ОбЕчАЕК | 1978 |
|
SU799934A1 |
| Способ изготовления тонкостенных оболочковых конструкций | 1982 |
|
SU1107990A1 |

СТЕНД ДЛЯ СБОРКИ И СВАРКИ ПРОДОЛЬНОГО СТЫКА ОБЕЧАЕК, ПО авт. «В. I 772776, о т ли чающийс я тем, что, с целью расширения технологических возможностей путем обеспечения сборки и сварки жестких обечаек малого диаметра, большой длины и большой толщины стенок, он снабжен дополнительными Г-образными торцовыми упорами установлен- . ; ными на клавишных прижимах с возможностью перемев(ения вдоль продольной оси стенда и Г-об азными упорами для наружной поверхности обечайки, шарнирно . Jсмонтированными на упомянутых торцов ес упорах.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| кп | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
