роя в диаметральной плоскости закреплены crajiiHHbi двзх сборочных приспособлений, при этом привод поворота каждого двзплечего рычага вылолнен в виде подвижного в плоскости, перпендикулярной к осиованию, приводного кулачка, причем привод перемещения кулачка смонтирован на основании.
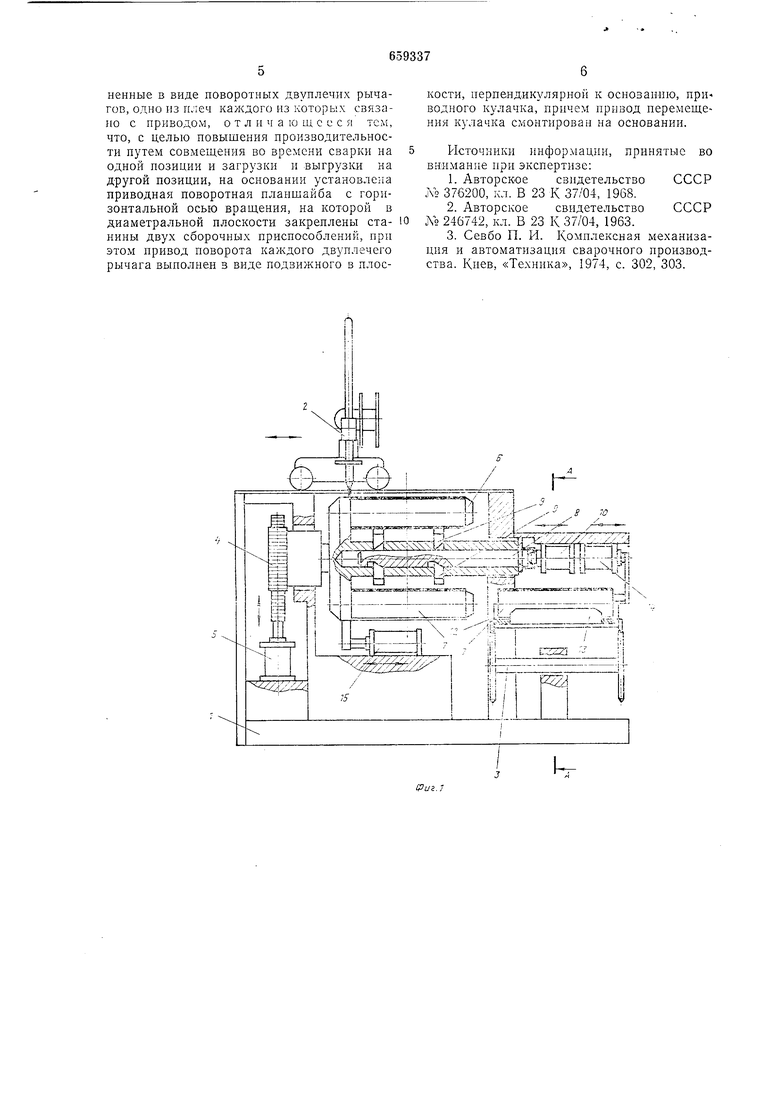
На фиг. 1 пзображоно предлагаемое устройство; на фиг. 2 - разрез по Л-Л на фкг. 1.
Предлагаемое двухпоз:ицпонпое устройство содержит основание ./, на котором установлена с возможностью перемещения сварочная головка 2, транспортер 3, приводная поворотная планшайба 4, которая под действием пневмопривода 5 имеет возможность поворачиваться на 180°.
Приводная поворотная плаишайба 4 и.меет два сборочных приспособлеиия 6, на которые надеваются сварочные обечайки 7 п центральный стержень 8 с кулачками 9, которые с помощью пневмоцилиндра 10 зажимают обечайку 7 в фиксироваииом положении 1на сборочном прнспособлепии 6.
При этом кулачки 9 скользят своими скосами по скосам, выполвенньш в стержне 8 и после фиксации обечайки 7 концы скосов кулачков 9 переходят на цилиндрическую часть стержня 8. Стержень 8 при повороте иланщайбы 4 ие вращается. После поворота планп1айбы 4 кулачки 9, бывшие внизу, попадают вверх и остаются прижатыми к обечайке 7 до возвращения в исходное положение под действием пружины //.
Траиспортер 3 несет ложементы 12. На каждо.м втором ложементе установлены направляющие планки 13. Пневмоцилиндр 14 переносит обечайку 7 с ложемента 12 иа сборочпое приспособление 6, а пневмоцилиидр 15 стаскивает готовую обечайку 7 на ложемент 12 транспортера 3.
Пневмоцилиндр 16, установленный на основании /, при помощи кулаков 17 сжимает формирующие рычаги 18, нажимая на закрепленные -на них ролики 19.
Рычаги 18 сжимают обечайки 7, обеспечивая оптимальный зазор для сварки, при помощи роликов 20, и после поворота планшайбы 4 сваренным изделием вниз разжимаются, взаимодействуя с кулаками 9.
Предлагаемое двухпозиционное устройство работает следующим образом.
На транспортер 3 укладываются обечайки 7 только иа те ложементы 12, которые имеют планку 13, причем раскрытым стыком Они надеваются иа планку 13. Траиспортер 3 перемещается на шаг так, что обечайка 7 оказьшаетск напротив сборочного приспособлепия 6 патрона 4. Пневмоцилиндр 14 заталкивает обечайку 7 на сборочное приспособление. Включается пновмоцплиндр W, .который фиксирует обечайку на сборочном приспособлении. Включается пневмоцилиндр IJ, поднимает кулаки 17, формирую ГТ|Ие пыцяги IR плпхпгтсттгя Ппи ппмгигтн
л,;1евмоцилиндра 5 иланщайба 4 поворачивается па 180° и обечайка 7 оказы вается з верхнем положении, а ее место занимает пустое сборочное приспособление 6.
Пневмоцилипдр 10 возвращает стержень 8 в исходное положенпе, при этом верхнее сборочное приспособление 6 остается зафиксированным, так как его кула;ки 9 переходят на цилиндрическую поверхность
стержня 8, а нижние кулаки освобождаются и пружиной // поднимаются вверх.
Пневмоцилиндр 16 при помощи кулаков 17, роликов 19 и роликов 20 сжимает обечайку 7, обеспечивая оптимальный зазор
для сварки.
Трапспортер 3 перемещается на два щага, и Пневмоцилиндр 14 заталкивает на второе сборочное приспособление 6 очередную обечайку 7. В это время сварочная головка 2
варит шов на верхней обечайке 7.
После окончания сварки весь цикл цовторяется.
Транспортер 5 перемещается на шаг. Сваренная обечайка 7, оказавшаяся вниз/:
сталктвается пневмоцилиндром 15 на ложс.мент 12, не имеющий планки 13.
В дальнейщем после сварки очередной обечайки 7 транспортер 3 перемещается на один шаг и ложементы 12 с планками 13
освобождаются, а ложементы 12 без планок 13 заполняются сваренными деталями 7.
Предлагаемое устройство работает неирерывно, совмещая время сварки с временем загрузки и выгрузки.
Предлагаемое устройство позволяет повысить производительность труда за счет авто.матизации установки на оправку сориентированных по шву обечаек с одновременным совмещением операций загрузки, выгрузки и сварки.
При этом для формирования обечайки (сборка) обжимом ее на оправке применяется один привод.
Устройство может быть применено во всех случаях, когда необходимо сварить продольный шов изделия круглой или коробчатой формы, поддающегося деформации для получения зазора оптимальных для сварки размеров.
Разработан эскизный проект устройства.
Формула изобретения
Двухпозиционное устройство для сборки и сварки иродольных швов обечаек, содержащее основание на котором смонтированы подвижная вдоль стыков обечаек сварочпая головка и транспортеры для подвода свальцованных обечаек и отвода сваренных обечаек с ложементами для них, а также два сборочных приспособления, в состав каждого из которых входит станина с расположенными на ней оправкой с шовофорТУЛ ГТт.Т/ ТТТОТЛ ТТ/ ГГ т/- гт о п I /-ITJ п ттттм и гг т т- т т п л т
ненные в виде поворотных двуплечих рычагов, одно из плеч каждого из которых связано с приводом, о т л п ч а ю щ с с с я тем, что, с целью повышения производительности путем совмещения во времени сварки на одной позиции и загрузки и выгрузки на другой позиции, на основании установлена приводпая поворотная планшайба с горизонтальной осью враш,ения, на которой в диаметральной плоскости закреплены стаНИНЫ двух сборочных приспособлений, при этом привод поворота каждого двуплечего рычага выполнен в виде подвижного в плоскости, перпендикулярной к основанию, приводного кулачка, причем нрнвод перемеш;ения кулачка смонтирован на основании.
Источники информации, принятые во внимание ири экспертизе:
1.Авторское свидетельство СССР Л2 376200, кл. В 23 К 37/04, 1968.
2.Авторское свидетельство СССР До 246742, кл. В 23 К 37/04, 1963.
3.Севбо П. И. Комплексная механизация и автоматизация сварочного производства. Киев, «Техника, 1974, с. 302, 303.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Установка для сборки под сварку и автоматической сварки продольных швов обечаек | 1979 |
|
SU863280A1 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| Устройство для сборки и сварки внутренних продольных швов обечаек | 1980 |
|
SU893495A1 |
| Установка для сборки и сваркипРОдОльНыХ шВОВ ОбЕчАЕК | 1978 |
|
SU799934A1 |
| Автомат для сборки и сварки угловых швов деталей таврового сечения | 1971 |
|
SU381255A1 |
| Устройство для сборки под сварку резервуаров из обечаек | 1981 |
|
SU967763A1 |
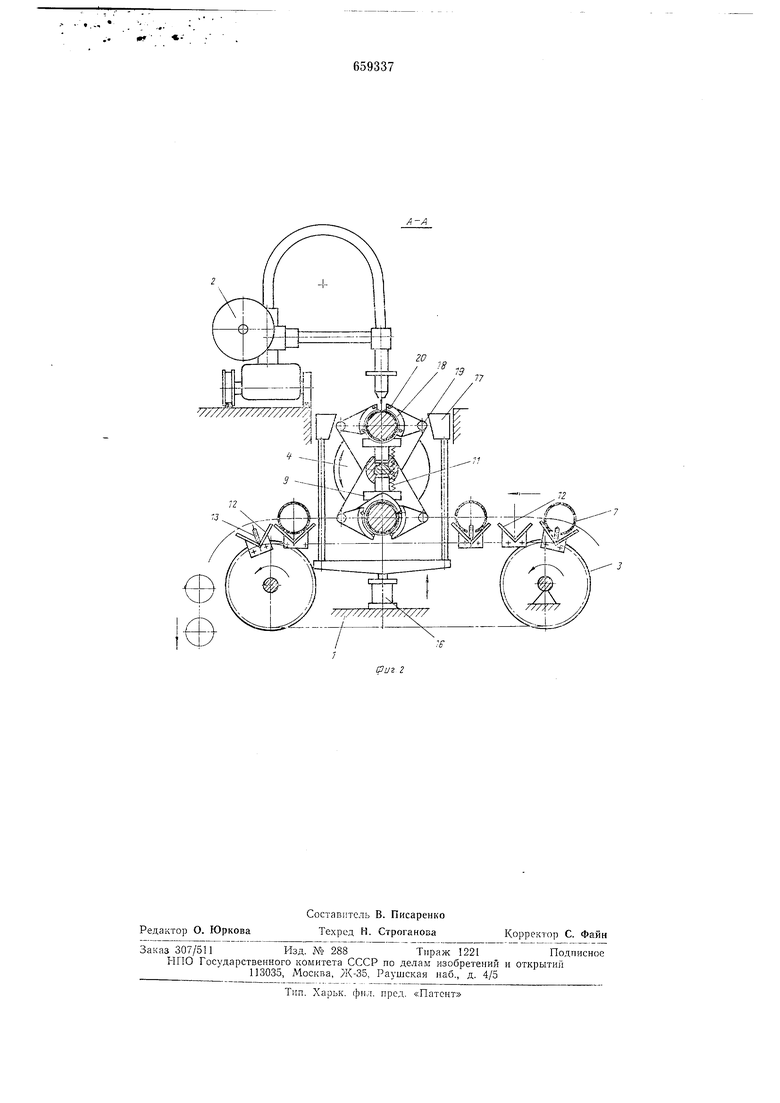
А-А
