цилиндры 6. На штоках пневмоцилиндров подвешены траверсы с датчиками 7 для замера прочности бетона изделий и столики с устройством 8 для определения толш;ины защитного слоя и расположения арматуры, винтовую передачу 9, направляющие 10 и привод 11.
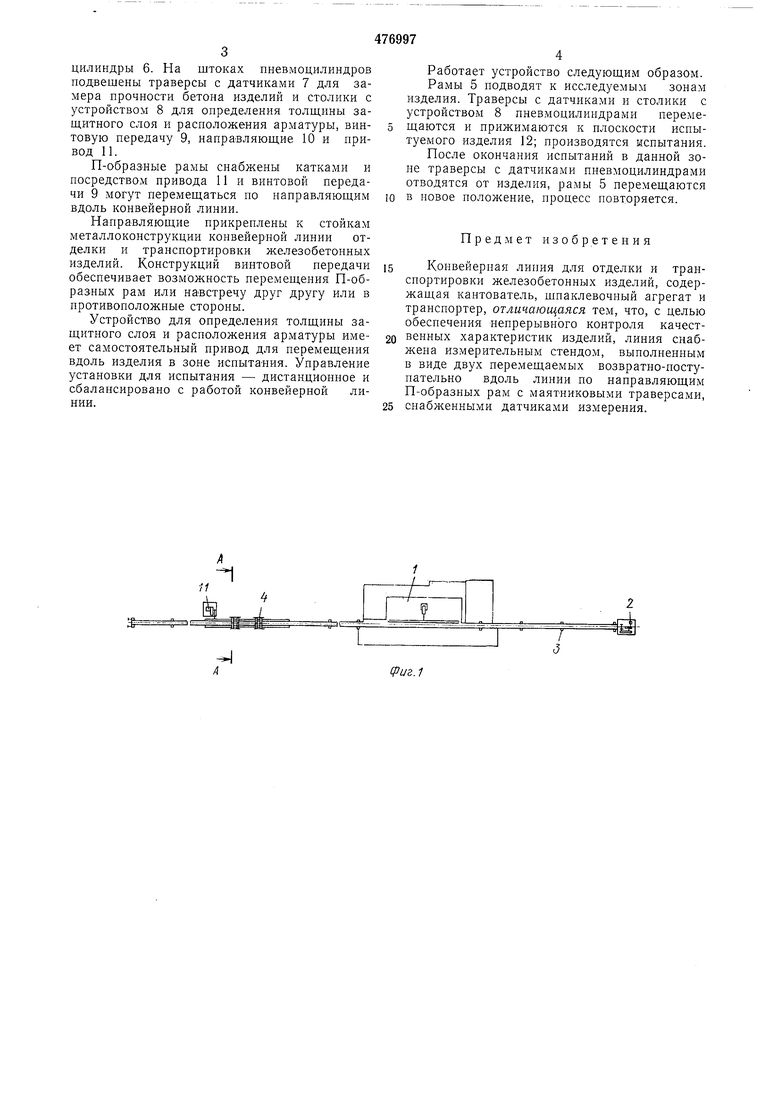
П-образные рамы снабжены катками и посредством привода 11 и винтовой передачи 9 могут перемещаться по направляющим вдоль конвейерной линии.
Направляющие прикреплены к стойкам металлоконструкции конвейерной линии отделки и транспортировки железобетонных изделий. Конструкций винтовой передачи обеспечивает возможность перемещения П-образных рам или навстречу друг другу или в противоположные стороны.
Устройство для определения толщины защитного слоя и расположения арматуры имеет самостоятельный привод для перемещения вдоль изделия в зоне испытания. Управление установки для испытания - дистанционное и сбалансировано с работой конвейерной линии.
Работает устройство следующим образом.
Рамы 5 подводят к исследуемым зонам изделия. Траверсы с датчика.ми и столики с устройством 8 пневмоцилиндрами перемещаются и прижимаются к плоскости испытуемого изделия 12; производятся испытания.
После окончания испытаний в данной зоне траверсы с датчиками пневмоцилиндрамн отводятся от изделия, рамы 5 перемещаются в новое положение, процесс повторяется.
Предмет изобретения
Конвейерная линия для отделки и транспортировки железобетонных изделий, содержащая кантователь, шпаклевочный агрегат и транспортер, отличающаяся тем, что, с целью обеспечения непрерывного контроля качественных характеристик изделий, линия снабжена измерительным стендом, выполненным в виде двух перемещаемых возвратно-поступательно вдоль линии по направляющим П-образных рам с маятниковыми траверсами,
снабл :енными датчиками измерения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Измерительный стенд для неразрушающего контроля качества железобетонных изделий | 1980 |
|
SU977179A1 |
| Конвейерная линия для отделки панелей | 1980 |
|
SU1017502A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ЭНЕРГОЭФФЕКТИВНАЯ ЭКОЛОГИЧЕСКИ ЧИСТАЯ МНОГОСЛОЙНАЯ ОБЛЕГЧЕННАЯ ОГНЕСТОЙКАЯ СТЕНОВАЯ ПАНЕЛЬ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2549939C2 |
| Перегрузочное устройство подвесного конвейера | 1981 |
|
SU988718A1 |
| Конвейерная линия для транспортировки и обработки железобетонных изделий | 1977 |
|
SU897653A1 |
| Стенд для контроля качества строительных изделий | 1990 |
|
SU1762238A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Измерительный стенд конвейерной линии | 1981 |
|
SU1048376A1 |

(риг.1
(риг.
