00
со
ч
да
Изобретение относится к строительству, в частности к контролю качества строительных конструкций.
Известен измерительный стенд, выполненный в виде отдельното конт рольно-измерительного поста с доставкой изделий краном 1 .
Однако известный стенд не обеспечивает непрерывного контроля в конвейерной линии.
Наиболее близким к-изобретению является измерительный стенд конвейерной линии, включающий направляющую, стойку с ползуном, установленную на ней параллельно поверхности контролируемого изделия с возмож- ностью перемещения, привод для перемещения стойки, траверсы с датчиками и приспособление для перемещения траверс с приводом 2 .
Недостаток известного стенда заключается в большой металлоемкости,, низкой надежности и качестве контроля из-за двух роликовых опор, которые приводят к перекосам стенда
Цель изобретения - .снижение металлоемкости, повышение надежности и качества контроля.
Поставленная цель достигается тем, что в измерительном стенде конвейерной линии, включающем н.аправляющую, стойку с ползуном,установленную на ней параллельно Поверхности контролируемого изделия с возможностью перемещения, привод для перемещения стойки, траверсы с датчиками и приспособление для перемещения траверс с приводом, стойка выполнена с продольным пазом и консольно закреплена на ползуне, направляющая - в виде цилиндра с зубчатой рейкой, ползун - с роликами н шестерней, а приспособление для пермещения траверс - в виде подпружиненых штоков, закрепленных на консоли с возможностью продольного перемещения, и вала с нажимными .рычагами, закрепленного вдоль нее и соединенного с приводом, при этом нажимные рычаги установлены на валу с возможностью взаимодействия с подпружиненными штоками, а ролики - на ползуне с возможностью регулируемого взаимодействия с направляющей,
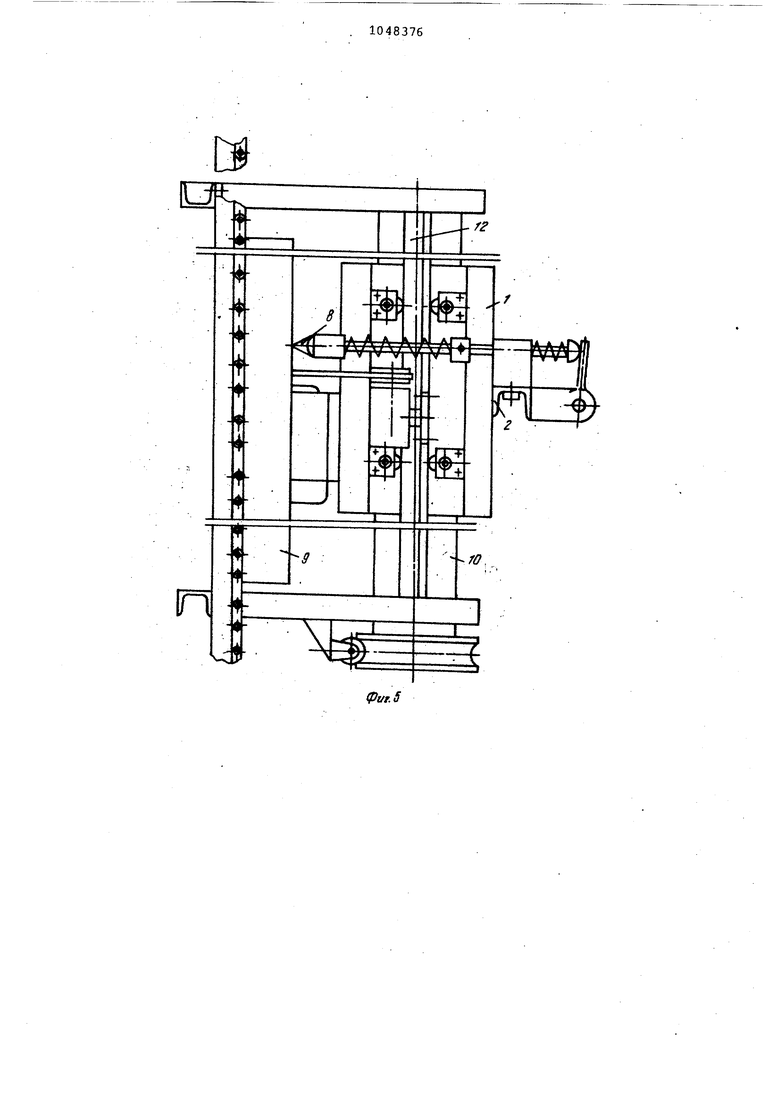
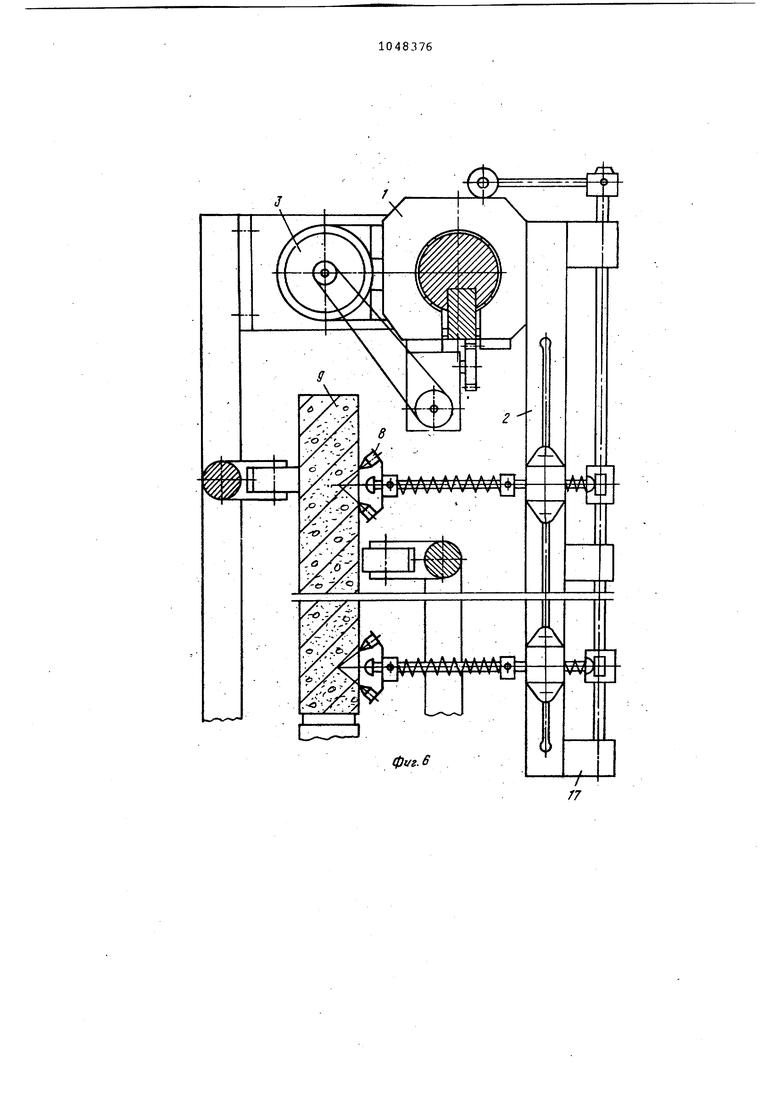
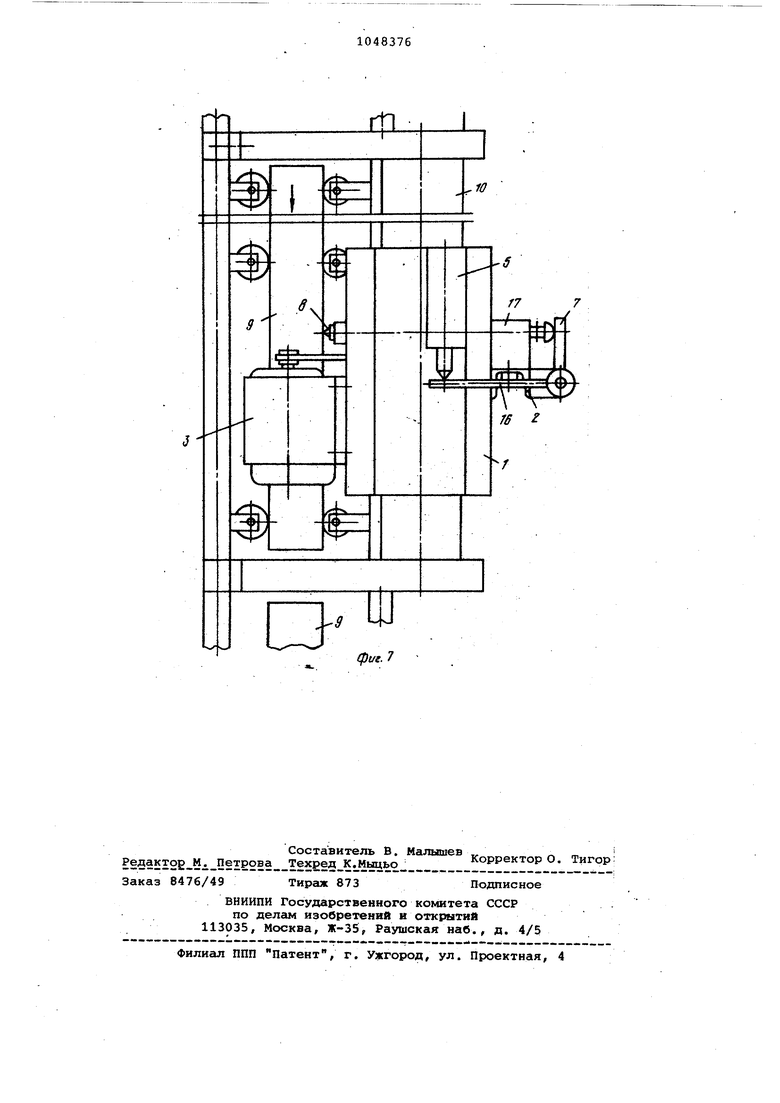
На фиг. 1 изображен стенд, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез В-Б на фиг. 1-, на фиг. 4 - разрез В-В на фиг. Ij на фиг. 5 - направляющая, вид сверху/ на фиг. 6 - то же, поперечное сечение; на фиг. 7 - то же, вид со стороны пйевмоцилиндра.
Измерительный стенд состоит из траверсы Г-образной формы, выполненный в виде ползуна 1 с консольной стойкой 2, предназначенного для монтажа приводного электродвигателя 3, редуктора 4, пневмоцилиндра 5,
вала б с нажимными ргзтчагами 7 и ультразвуковых импульсных датчиков 8. Консольная стойка 2 расположена перпендикулярно к направлению движения транспортера и пара.ллельно поверхности контролируемой, 9 .Стойка 2 установлена на цилиндрической направляющей 10 с возможностью перемещения по ней. Для того, чтобы стойка 2 могла перемещаться по цилиндрической нап0 равляющей 10, в ползуне.. 1 имеется
сквозное отверстие с пазами, в которые установлены роликовые опоры 11, упирающиеся в направляющую 10, а направляющая выполнена с призмати5 ческим выступом 12, имеющим зубчатую нарузку в виде рейки 13. Одни ррлико.вые опоры 11 катятся по поверхности цилиндрической направляющей 10, а другие - по боковым поверхностям
Q призматического выступу 12, что
предотвращает, поворот ползуна 1 вокруг цилиндрической направляющей 10. Применение подобной одноопорной конструкции стенда делает его не только универсальным, но и позволяет применять в тех случаях, когда применение двухопорных конструкций затруднительно вследствие большого расстояния между опорами, что, наппример, имеет место в конвейерной
0 технологии производства из-за
больших размеров платформы и наличия рельсовых путей бетоноукладчика. Так как подобная конструкция стенда позволяет устанавливать его
5 в любом месте, то установив его
непосредственно перед постом распалубки, можно все детали с недостаточной прочностью вновь подвергнуть повторному процессу упрочнения и
0 добрать недостакицую прочность.
Таким образом, примене.ние стенда предлагаемой конструкции дает еще и дополнительный экономический эффект за счет -снижения числа, от раковываг
5 емых деталей.
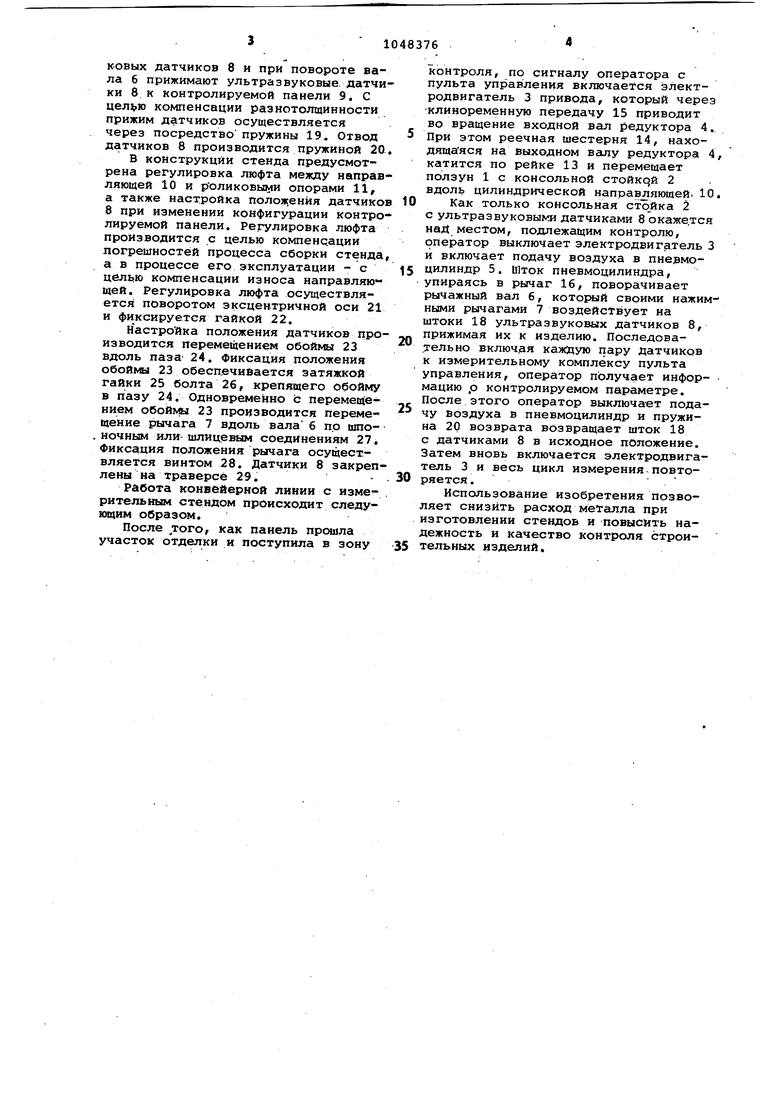
Зубчатая рейка 13 надрезана на ТОРЦОВ.ОЙ поверхности пр.изматиче кого выступа 12 и входит в зацепление с реечной шестерней 14, находящейся на
Q выходном валу редуктора 4. Входной вал редуктора 4 соединяется с валом электродвигателя 3 с помощью клиноременной передачи 15. Прижим ультразвуковых датчиков 8 рсуществляется
одним пневмоцилиндром 5, шток которого упирается в рычаг 16, жестко закрепленный на консольной части рычажного вала. 6, последний может свободно поворачиваться в подшипниковых опорах 1:7, На валу 6 между его
0 o.nopeiMH 17 находятся рычаги 7, кото-, рые поворачиваются вместе с валом б, но имеют свободу осевого перемещения эй счет шпоночного или шЛицевого соединения с валом 6. Нажимные рыча5 ги 7 упираются 6 штоки 18 ультразвуковых датчиков 8 и при повороте вала 6 прижимают ультразвуковые датчики 8 к контролируемой панели 9. С компенсации раэнотолщинности прижим датчиков осуществляется через посредство пружины 19, Отвод датчиков 8 производится пружиной 20.
В конструкции стенда предусмотрена регулировка люфта между направляющей 10 и роликовыг 1И опорами 11, а также настройка положения датчиков 8 при изменении конфигурации контролируемой панели. Регулировка люфта производится с целью компенсации погрешностей процесса сборки стенда, а в процессе его эксплуатации - с целью компенсации износа направляющей. Регулировка люфта осуществляется поворотом эксцентричной оси 21 и фиксируется гайкой 22.
Настройка положения датчиков производится перемещением обоймы 23 вдоль паза 24. фиксация положения обоймы 23 обеспечивается затяжкой гайки 25 болта 26, крепящего обойму в пазу 24. Одновременно с перемещением обоймы 23 производится перемещение рычага 7 вдоль вала б по шпо- ночным или- шлицевым соединениям 27. Фиксация положения рычага осуществляется винтом 28. Датчики 8 закреплены на траверсе 29.
Работа конвейерной линии с изме- . рительным стендом происходит следующим образом.
После TorOf как панель прошла участок отделки и поступила в зону
контроля, по сигналу оператора с пульта управления включается электродвигатель 3 привода, который через клиноременную передачу 15 приводит во вращение входной вал редуктора 4,. 5 При этом реечная шестерня 14, находящаяся на выходном валу редуктора 4, катится по рейке 13 и перемещает ползун 1 с консольной стойк9й 2 вдоль цилиндрической направляющей, 10.
0 Как только консольная 2 с ультразвуковыми датчиками 8 окаже.тся над местом, подлежащим контролю, оператор выключает электродвигатель 3 и включает подачу воздуха в пнермо5 цилиндр 5. Шток пневмоцилиндра, упираясь в рычаг 16, поворачивает рычажный вал 6, кото1ялй своими нажим- ными рычагами 7 воздействует на штокн 18 ультразвуковых датчиков 8,
прижимая их к изделию. Последова.тельно включая каждую пару датчиков к измерительному комплексу пульта управления, оператор получает информацию р контролируемом параметре. После.этого оператор выключает пода5чу воздуха в пневмоцилиндр и пружина 20 возврата возвращает шток 18 с датчиками 8 в исходное положение. Затем вновь включается электродвигатель 3 и весь цикл измерения повто0 ряется.
Использование изобретения позволяет снизить расход металла при изготовлении стендов и повысить надежность и качество контроля строи5 тельных изделий.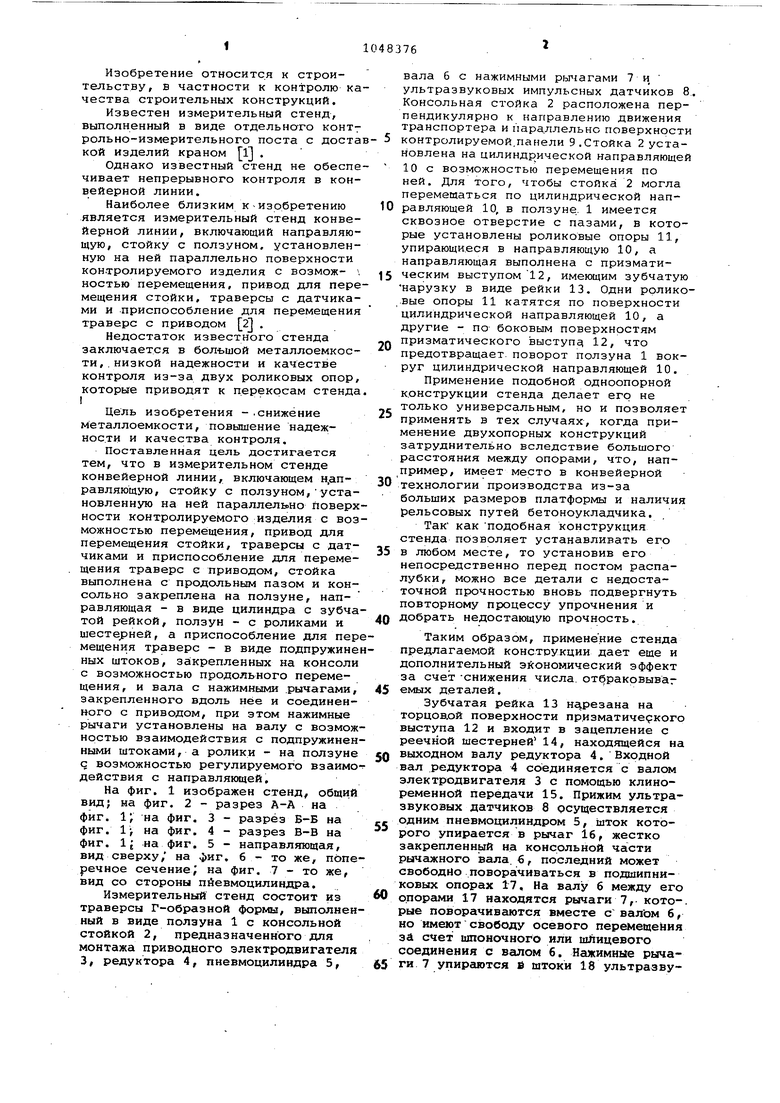
| название | год | авторы | номер документа |
|---|---|---|---|
| Измерительный стенд для неразрушающего контроля качества железобетонных изделий | 1980 |
|
SU977179A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| Стенд для контроля осевого люфта конических подшипников вала редуктора с резьбовым хвостовиком и шпоночным пазом на конце | 1983 |
|
SU1163132A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| ТРАНСПОРТНОЕ УСТРОЙСТВО РОБОТИЗИРОВАННОЙ ЛИНИИ СБОРКИ-СВАРКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1990 |
|
SU1737838A1 |
| Стенд для контроля осевого люфта конических подшипников вала редуктора | 1990 |
|
SU1744423A2 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Установка для получения трубчатых заготовок | 1976 |
|
SU608591A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
) ИЗМЕРИТЕЛЬНЫЯ СТЕНД КОНВЕЙЕРНОЙ ЛИНИИ, включающий направляющую, стойку с ползуном, установленнуто на ней параллельно поверхности контролируемого изделия с возможностью перемещения, привод для перемещения стойки, траверсы с датчиками и приспособление для перемещения траверс с приводом, отличающийся тем, что, с целью снижения металлоемкости, повышения надежности и качества контроля, стойка выполнена с продольным пазом и консольно закреплена на ползуне, направляющая - в виде циливдра с зубчатой рейкой, ползун - с роликами и шестерней, а приспособление для перемещения траверс - в виде подпружиненных штоков, закрепленных на консоли с возможног стью продольного перемещения, и вала с нажимными рычагами, закрепленного м, «е вдоль нее и соединенного с приводом, :;fe при зтом нажимные рычаги установлены на валу с возможностью взаимодействия с подпружиненными штоками, ью |V.« а ролики - на ползуне с возможностью регулируемого взаимодействия с напI- равляющей .
5-6
Воздух
76
7
Ф.
f2
8
n
Uf
tJv,f
H;
f
Щ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КОНТРОЛЬНЫЙ ПРИБОР ДЛЯ САМОЛЕТА | 1921 |
|
SU1081A1 |
| Проспект ВДНХ СССР, ОНТИ института ОМГПС Минстроя СССР, 1977 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Конвейерная линия отделки и транспортировки железобетонных изделий | 1973 |
|
SU476997A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
