В механизм подачи 6 заготовка поступает с загрузочного устройства, например конвейера 9, когда рычаг 10 находится в исходном положении приема заготовки.
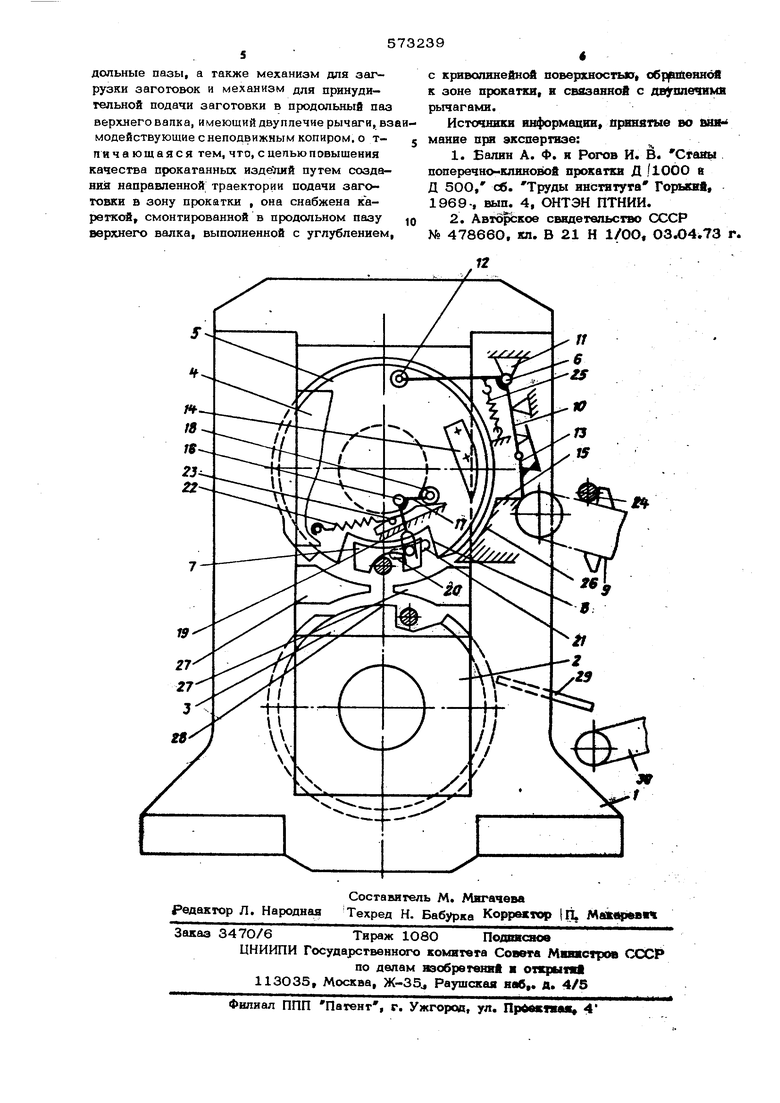
На стойках 11, неподвижно закрепленных j на станине или подушке 4 верхнего валка 5, подвижно установлен двуплечий рычаг Ю, один конец которого снабжен роликом 12, а другой - толкателем 13. На ролик 12 рычага 10 возцейсгвует копир 14, установленный ip на реборде верхнего валка 5. Заготовка с конвейера 9 поступает на площадку 15 механизма подачи.
Механизм прижима заготовки установлен на валке 5 и содержит ось 16, где подвиж- 5 но закреплены двуплечие рычаги 17, расположенные по обе стороны валка, один конец которых снабжен роликом 18, а другой имее вилку 19.
Вилка 19 соединяется с осью 20, снаб- 20 жённой кареткой 7.
Ось 20 перемещается в пазах 21 реборд валка 5. Пружины 22, находящиеся на обеих ребордах валка 5, одним концом соединены г ребордами, а другим - с рычагами 17. Ро- is пики 18 рычагов 17 при вращении валка 5. контактируют с копирами 23, установленными на подущках 4 верхнего валка 5, и образуют с ними кинематическую цепь привода механизма прижима. Каретка 7 механизма имеет зо углубление для размещения заготовки, передняя стенка которого криволинейна.
Работа рабочей клетки осуществляется следующим образом.
Заготовка 24 захватами конвейера 9 подается на площадку 15 механизма подачи под толкатель 13. J Пра подходе углубления каретки 7, расположенной в пазу 8 верхнего валка 5, к позиции загрузки ролик 12 40 механизма подачи набегает на копир 14, установленный на реборде валка 5, рычаг 10, отклоняясь под действием копира и по ворачиваясь на оси кронштейна Ц, толкателем 13 заталкивает заготовку 24 в угпуб- 45 ление проходящей мимо каретки 7,
При отклонении рычага 10 происходит растяжение пружины 25. Когда ролик 12 сойдет с копира 14, после подачи заготовки, 50 пружина 25 вернет рычаг Ю в исходное пе ложение. При дальнейщем вращении валка заготовка, находясь в пазу каретки 7, удер живаемой у передней сгешш паза 8 пружинами 22, скользит по лотку 26 и транспорти- 55 руется валком 5 к зоне прокатки, ограниченной проводками 27.
При подходе заготовки к зоне прокатки ролики 18 рычагов 17 механизма прижима набегают на копиры 23, установленные на °
подушках 4 по обе стороны 5, и отклоняют рычаги 17. Они в свою очередь вилками 19 перемещают каретку 7 через ось 20 в направлении, обратном направлению вращения валка и со скоростью, равной скорости вращ ния валка, останавливая каретку 7 в пространстве над зоной прокатки. При этом заготовка, расположенная в углублении каретки 7 с некоторым зазором, по инерции набегает на криволинейную переднюю по ходу вращения валка стенку углубления каретки 7 и изменяет траекторию движения по окружности валка на траекторию, напра&ленную вертикально вниз.
Каретка 7 удерживается копирами 23 неподвижно над зоной прокатки, ограниченной проводками 27, до момента выпадения заготовки на площадку 28 нижнего валка 3 между проводок 27. После этого при дальнейщем вращении валка ролики 18 сойдут с копиров 23 и пружины 22 вернут карегку 7 в исходное положение, прижав ее к передней стенке паза 8 валка 5.
После заверщения npttiecca прокатки детали и выдачи ее через паз нижнего валка 3 на лоток 29, а с него-на транспортер выгрузки 30, механизмы клети будут no/tготовлены к соверщению следующего цикла. Остановка каретки над зоной прокатки позволяет направить траекторию движения за гфтовки в момент выпадения в зону прокач ки вертикально вниз, что позволяет максимально сблизить проводки и улучщить условия прокатки (ось прокатки детали будет оставаться неподвижной в пространстве между проводками), а также исключить необходимость применения специального выталкивания заготовки в зону прокатки.
Сообщение передней по ходу вращения валка 5 стенке углубления каретки 7 криволинейной формы позволяет изменить напра ление скорости заготовки с окружной на направленную вертикально вниз и начать процесс выпадения заготовки не с нулевой начальной скорости, а со скорости, равной окружной скорости перемещения заготовки вместе с валком. Это позволяет сократить время выпадения заготовки из углубления каретки в зону прокатки, а также уменьщит необходимый угол загрузки заготовки к увеличить длину окружности вапка для размещения деформирующих клиньев.
Формула изобретений
Рабочая клегь стана цоперечно-клиновой прокатки, содержащая станину, установленные в ней подущки с верхним и нижним рабочими валками, имеющими клиновые, калибры и ар о«
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечно-клиновой прокатки | 1973 |
|
SU478660A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ ЗАГОТОВОК ИЗ ПЛОСКОГО МАТЕРИАЛА И ПРОКАТКИ МАТЕРИАЛА | 1991 |
|
RU2019346C1 |
| Рабочая клеть стана поперечно-клиновой прокатки | 1979 |
|
SU882689A2 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ ЗАГОТОВОК ИЗ ПЛОСКОГО МАТЕРИАЛА И ПРОКАТКИ МАТЕРИАЛА | 1992 |
|
RU2049583C1 |
| Стан для продольно-винтовой прокатки сверл | 1989 |
|
SU1738452A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115503C1 |
| Стан для прокатки профильных из-дЕлий | 1979 |
|
SU795688A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
