Изобретение касается обработки метал- лов давлением. Известен способ производства швеллеров, который включает прокатку полок, гиб ку их и последующую правку. Однако этот способ не обеспечивает получения качестве ных профилей с параллельными полками. Для повышения качества швеллеров С параллельными полками при гибке полКи недогибают до прямого угла на 1-3° по отношению к вертикали. На фиг. 1 показан профиль полки, прокатанный в чистовом калибре; на фиг. 2 профиль в универсальном балочном калибре; на фиг. 3 - готовый профиль. Профиль из чистого калибра, где полки прокатьшаются с уклоном по отношению к вертикальной оси калибра, равным 8-20°, при сохранении прямого угла между полкой стенкой попадает в универсальный балочный калибр, где полки вьшрямляются до уклона 1-3° по отношению к вертикальной оси калибра. Угол между полкой и стенкой при этом также сохраняется прямой. После этого раскат режется на мерные длины, охлаждается на холодильнике и окончательно правится на роликоправильной машине. Предмет изобретения Способ производства швеллеров, включающий прокатку полок гибку их и последуюшую правку, отли чающийся тем, что, с целью повышения качества при производстве швеллеров с параллельными полками,при гибке полки, недоГ-ибают до прямого угла на 1 -3 по отношению к вертикали.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 2005 |
|
RU2301118C2 |
| СПОСОБ КАЛИБРОВКИ ШВЕЛЛЕРОВ | 2004 |
|
RU2268788C1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| Способ производства швеллеров | 1988 |
|
SU1600868A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2007 |
|
RU2350408C1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1232692A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПУНТОВОГО ПРОФИЛЯ ПОВЫШЕННОЙ ЖЕСТКОСТИ | 2015 |
|
RU2571029C1 |
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
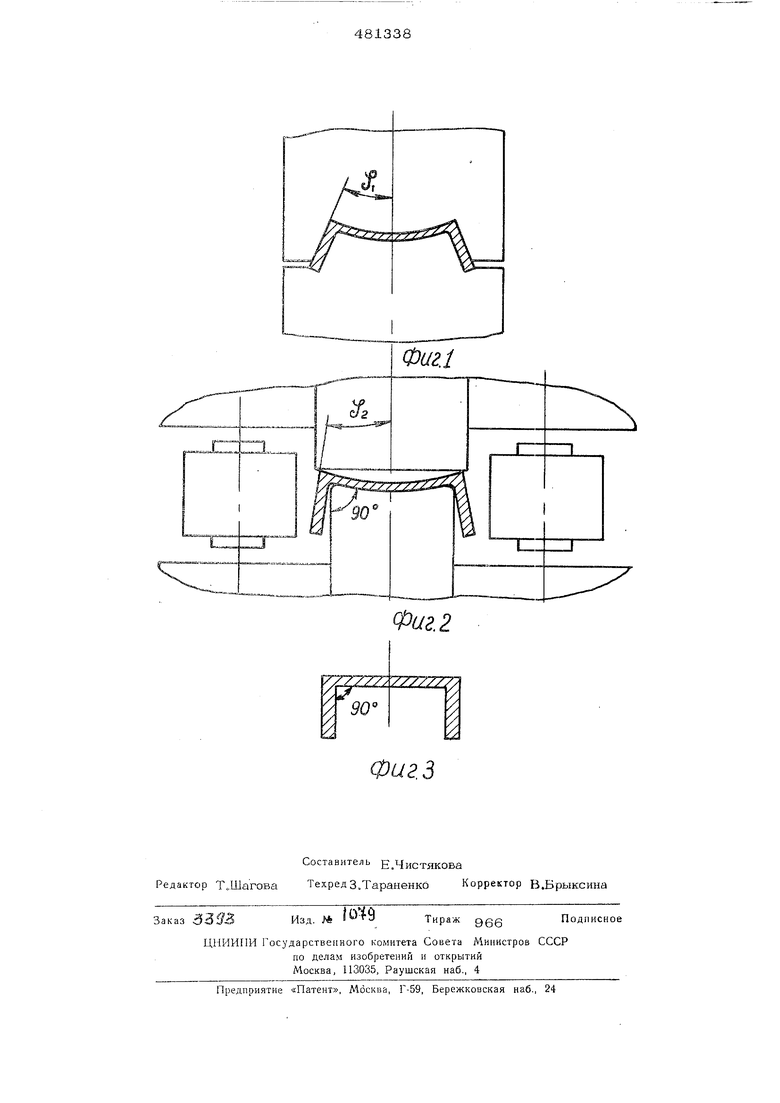
Фиг.З
