1
Изобретение относится к обраьотке меч талпов давлением.|
Известна составная заготовке дяй прфн
сования изделий, s каждой из плоскостей
.- - ,
разъема которой пред е;1у1отрена разделяют
щая прокладка. ;.i
Однако сгакая заготовка не решает во |рос о Сокращении или оолегченни вьшолнения операции отделения прессостатка от прессизделий и инструмента при многоочковом прессовании.
С целью облегчения разделения пресснзделий, полученных при обратном прессовании из контейнера, разъем заготовки выполнен по плоскостям раздела течения, металла, а прокладки выходят на торцовуу поверхнос-гь заготовки, контактируемую с контейнером, и имеют высоту, меньшую высоты заготовки, но большую высоты прессостатка,
С цепью исключения сварки частей за-v готовки в процессе прессования прокла;: ки вьшолнены из металлического материа ла.
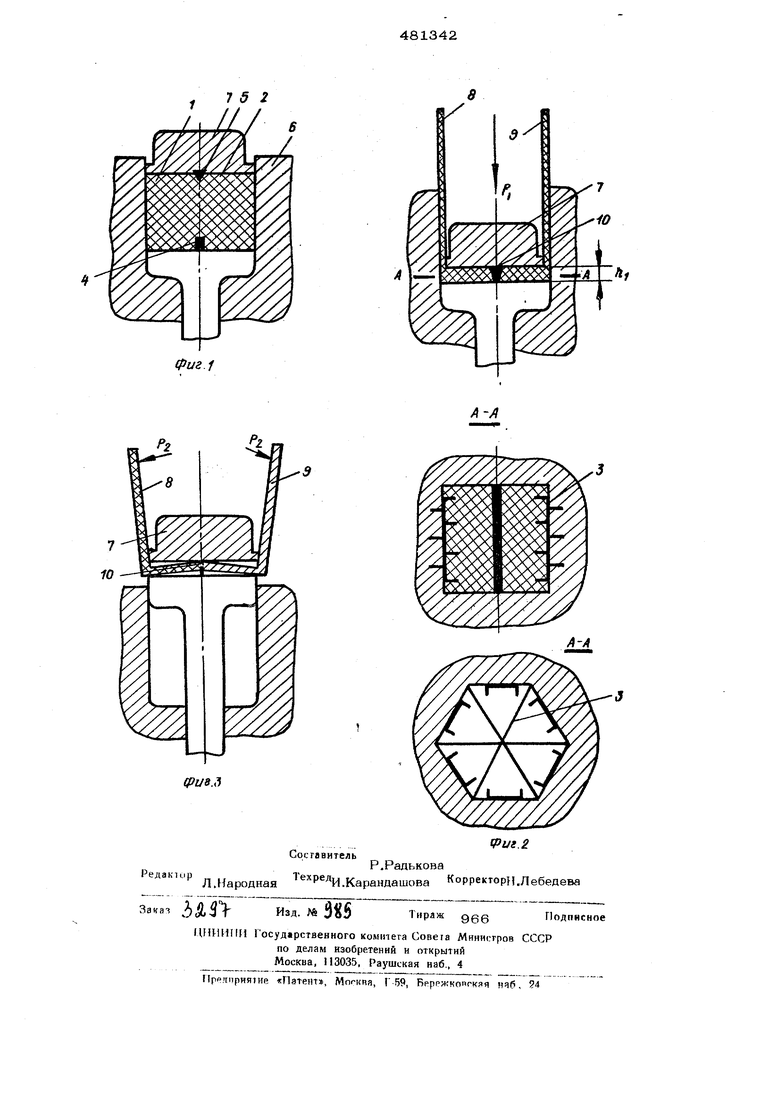
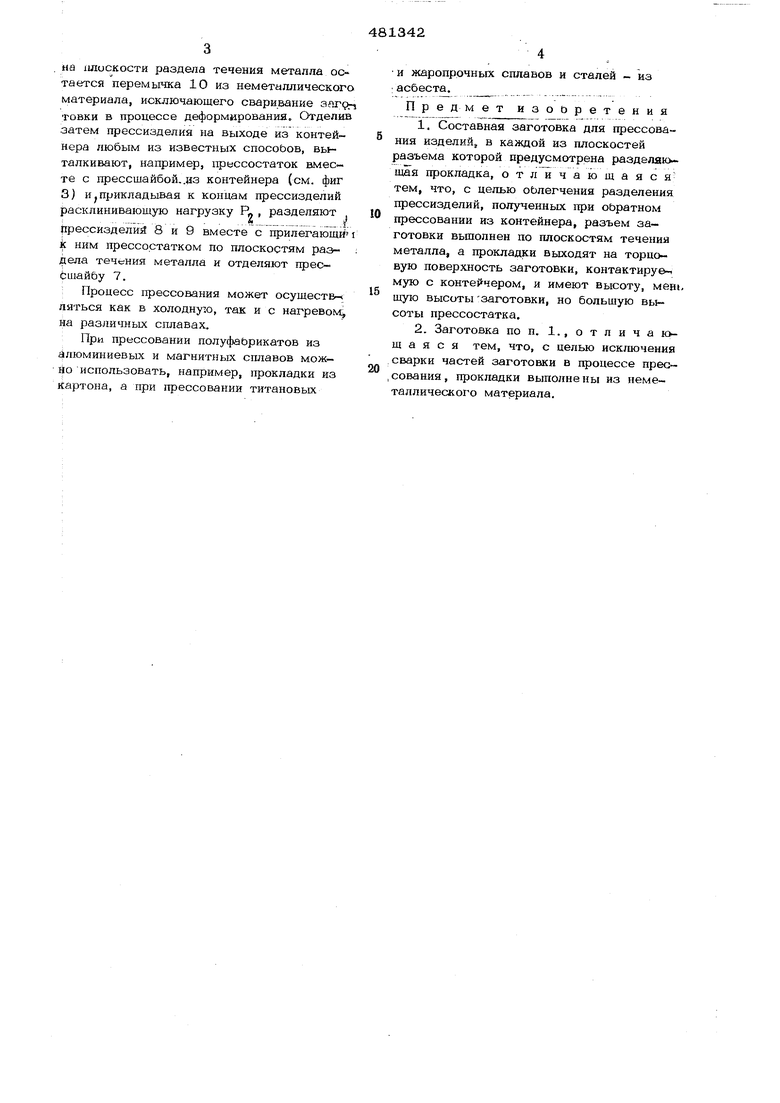
На фиг. 1. представлена составная заtroTOBKa, уложенная в контейнер перед 1фЗрН сованием, продольный разрез; На фиг, 2 -J то же, по окончании процесса прессования на фиг, 3 - то же, в момент отделения 6 прессостатка от прессщайЬы.
Заготовка состоит из двух 1 и 2 иаи более чадтей, причем разъем 3 заготовки вьшолнен по одной или нескольким ппо костям раздела течения металла, В ниж0 нюю часть разъема заложена прокладка 4,, торцы котррой выходят на боковую повер ьность заготовки и высота которой h мень ше высоты заготовки, но превышает высоту прессостатка (см, фиг, 2). 5Для исключения распадания частей заготовки последние, например, спаиваются или свариваются швами 5. , Технологический процесс 1фессования I составной заготовки осуществляется в 0 Iследующей последовательности. Составную 1 заготовку закладывают в контейнер 6 и Прикладывая усилия Р , к прессшайбе 7 |Вьодавливают обратным методом прессизде-; |Лия 8 и 9. При выпрессовании заготовки 5 |до толщины hi в средней части заготовки
на lUiucKocTH раздела течения металла остается перемычка 10 из неметаллического материала, исключающего сваривание 3ftr(; тонки в процессе деформирования. Отделив затем прессизделия на выходе из контейнера любым из известных спосоЬов, выталкивают, например, прессостаток вмес те с прессшайбой..нз контейнера (см. фиг 3) и. прикладывая к концам прессизделий расклинивающую нагрузку Р, , разделяют
Прессизделий 8 и 9 вместе с прилегающи jk ним прессостатком по плоскостям раздела течения металла и отделяют пресСшайбу 7.
Процесс прессования может осушеств-с ляться как в холодную, так и с нагревом на различных сплавах.
При прессовании полуфабрикатов из 4люминиевь1х и магнитных сплавов можно использовать, например, прокладки из картона, а при прессовании титановых
и жаропрочных сплавов и сталей - из ; асбеста.
Предмет изобретения
1,Составная заготовка для прессования изделий, в каждой из плоскостей
разъема которой предусмотрена разделяющая прокладка, отличающаясятем, что, с целью облегчения разделения прессизделий, полученных при обратном прессовании из контейнера, разъем заготовки вьшолнен по плоскостям течения металла, а прокладки выходят на торцовую поверхность заготовки, контактируе-. мую с контейнером, и имеют высоту, мень щую высоты заготовки, но большую высоты прессостатка.
2.Заготовка поп, 1.,отлича ющ а я с я тем, что, с целью иск/почения сварки частей заготовки в процессе прессования, прокладки выполнены из неметаллического материала.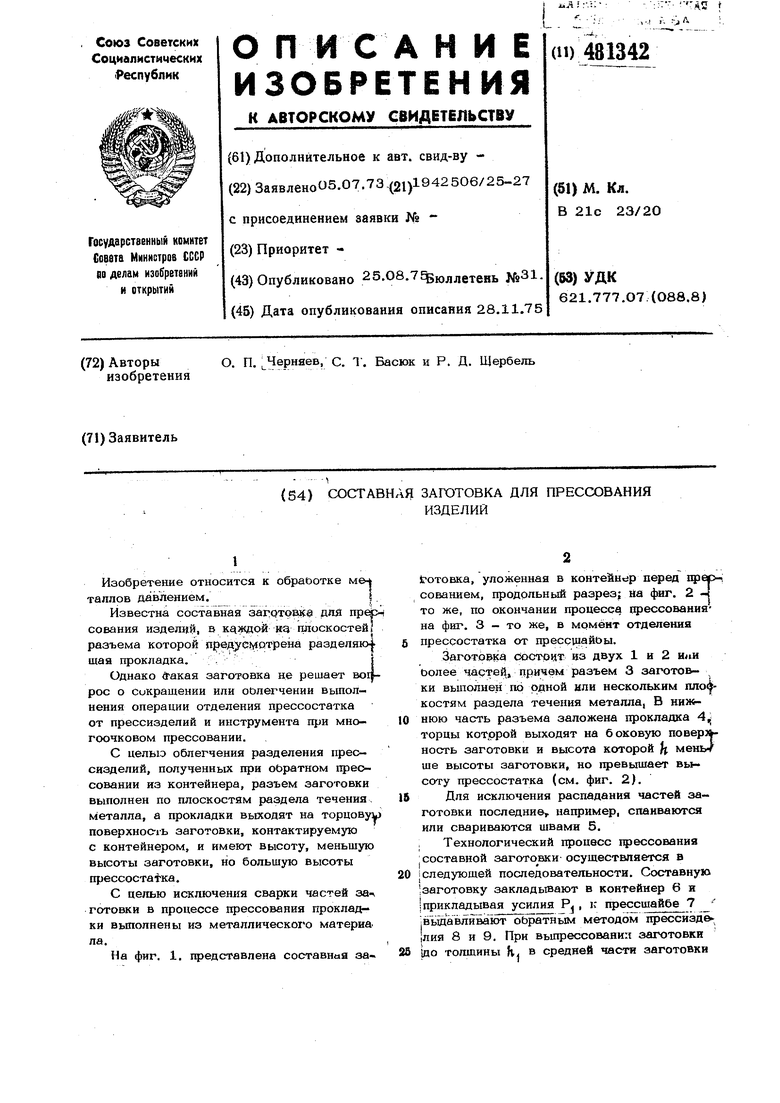
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования изделий | 1975 |
|
SU683820A1 |
| УСТРОЙСТВО для КОМБИНИРОВАННОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1971 |
|
SU306884A1 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| Способ работы инструмента для экструдирования заготовок | 1975 |
|
SU595032A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
| Способ полунепрерывного экструдирования легких сплавов | 1976 |
|
SU603455A1 |
| Способ определения характера течения металла заготовки при прессовании | 1976 |
|
SU662225A1 |
| Прессшайба для прессования изделий | 1976 |
|
SU593765A1 |
| Технологическая шайба для прессования сталей и сплавов без прессостатка | 1978 |
|
SU778854A1 |
| Втулка контейнера для горячего экструдирования | 1976 |
|
SU638396A1 |