(54) УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ДЕФЕКТОВ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| Устройство для абразивной обработки | 1977 |
|
SU659365A1 |
| Ленточно-шлифовальный станок | 1982 |
|
SU1324578A3 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Шлифовальный станок | 1980 |
|
SU865615A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЗАГОТОВОК | 1991 |
|
RU2032519C1 |
| Устройство для шлифования деталей | 1986 |
|
SU1454654A1 |
| Автомат для насекания надфилей | 1979 |
|
SU772760A1 |
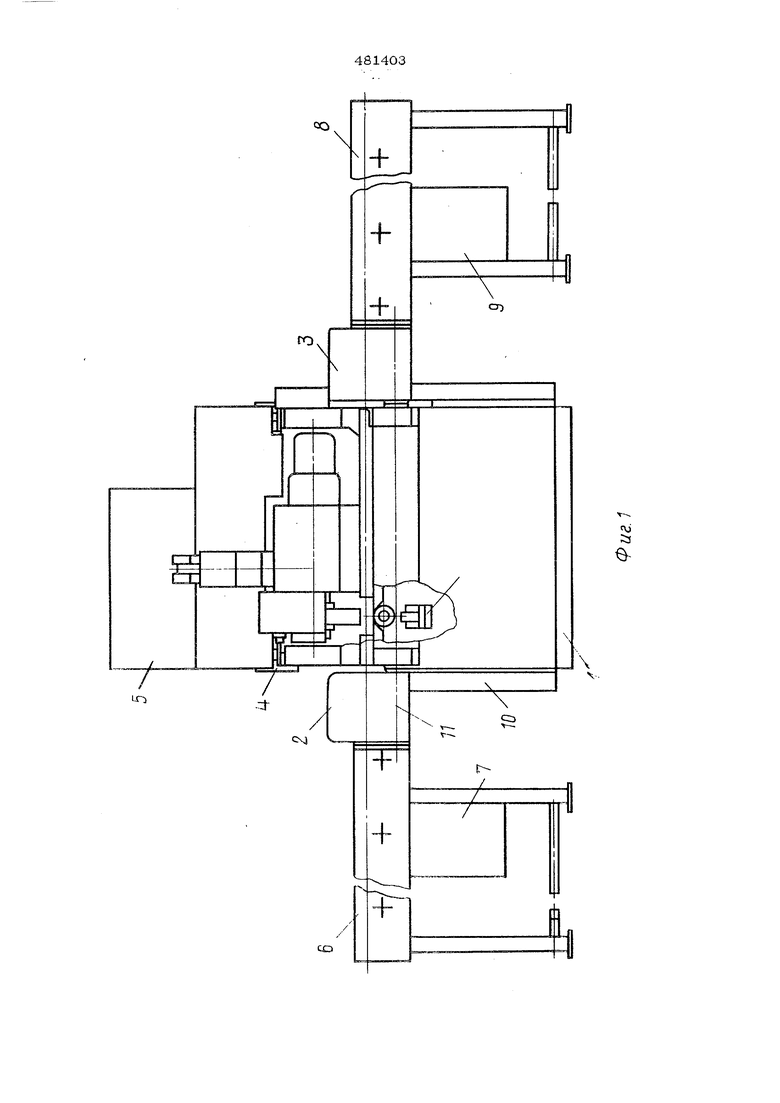
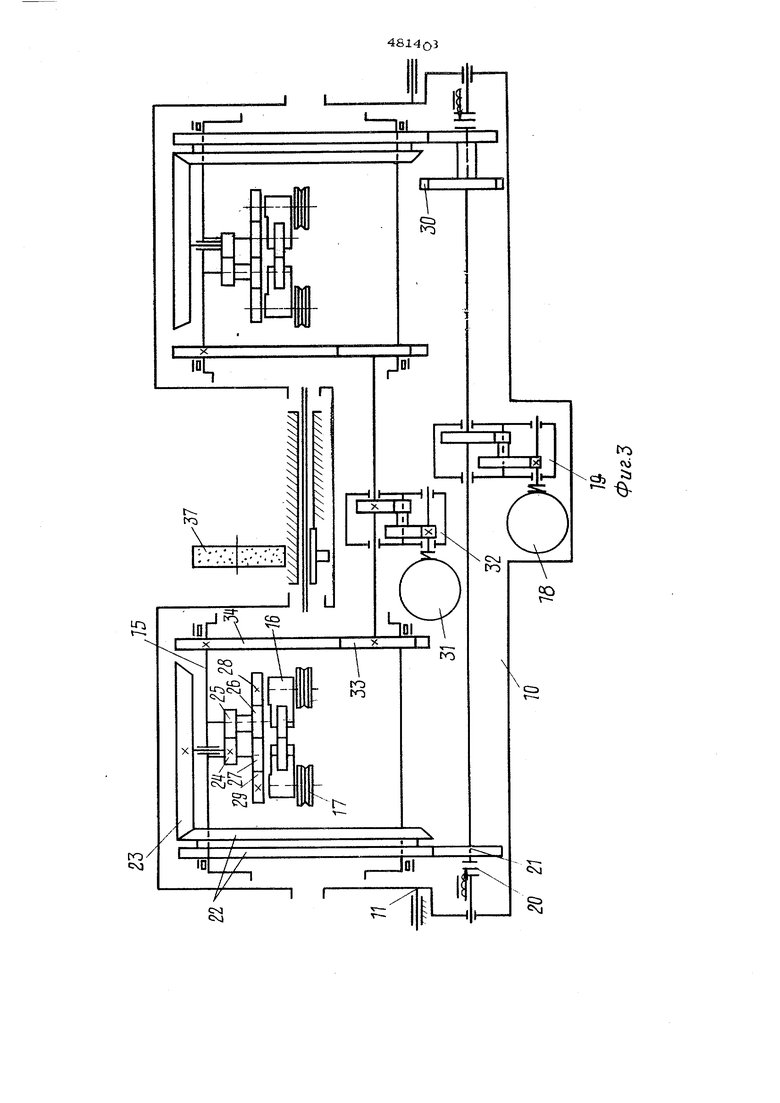
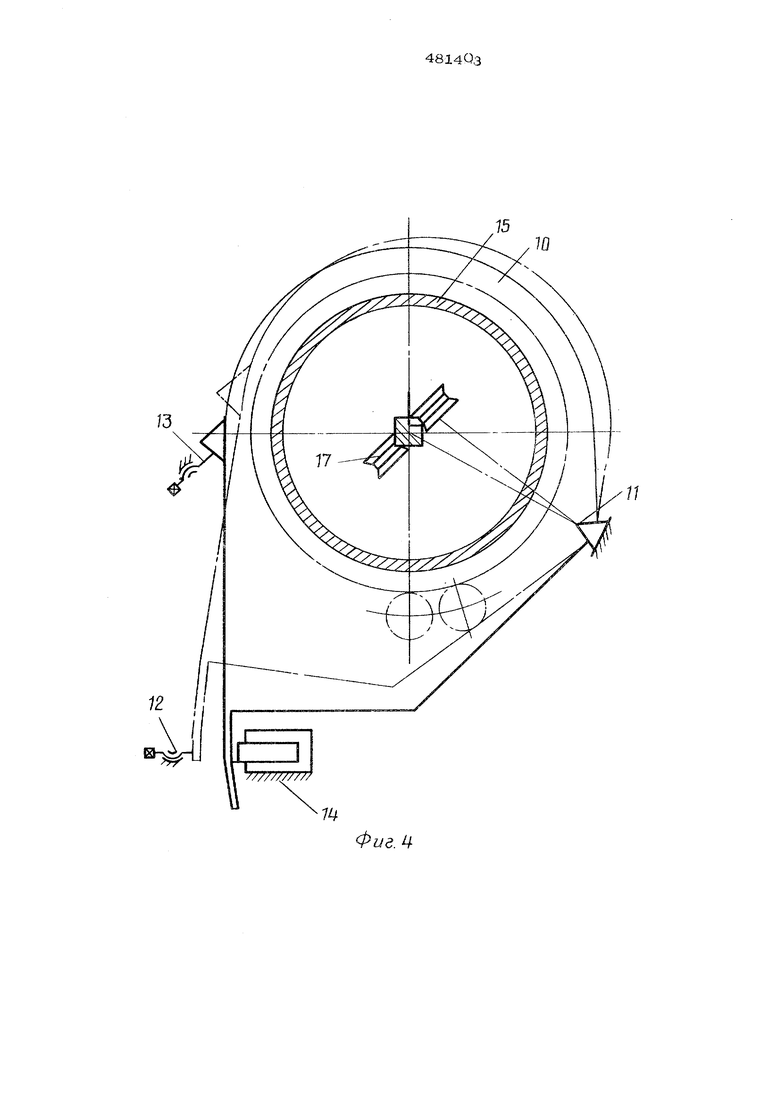
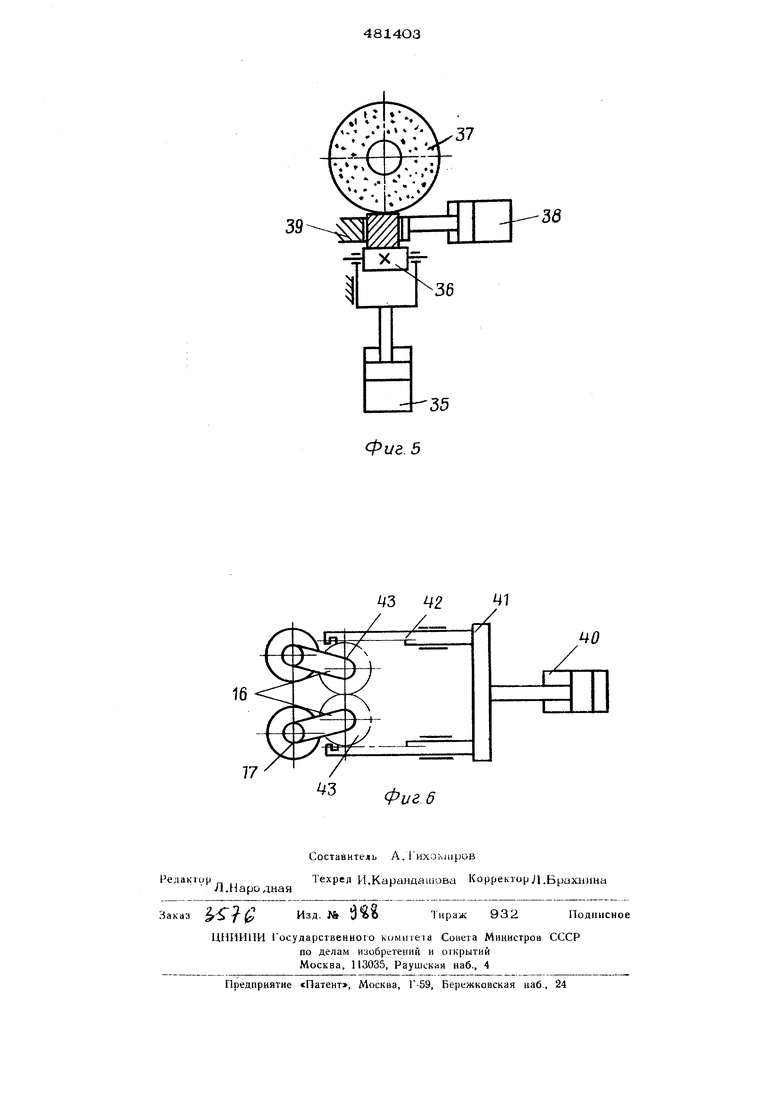
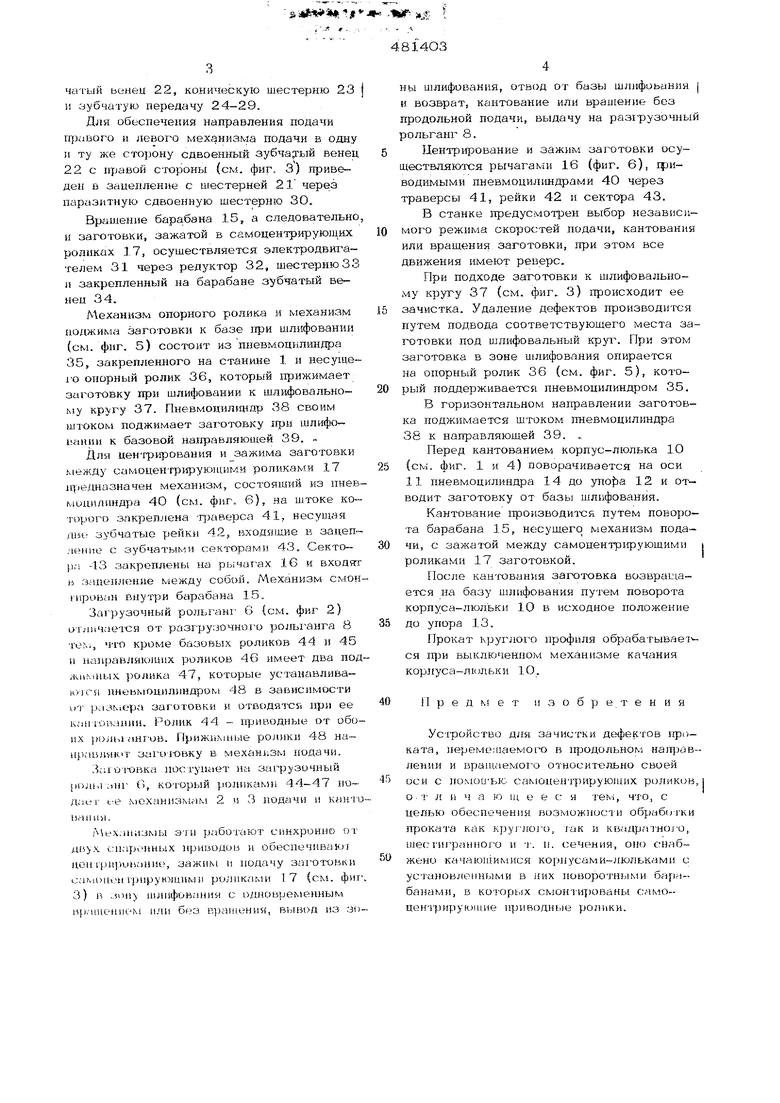
Изобретение относится к станкостроени в частности к устройствам для зачистки дрофильного проката на металлургических заводах. Известно устройство для обработки мел кого круглого проката, в котором зажим заготовки осуществляется самоцентрирую- щими роликами, а подача в продольном направлении - тремя каретками. Обработка профильного проката на этом станке невоз можна, так как изделие в процессе обработки не кантуется. Цель изобретения - обеспечить возмож ность проката как круглого, так и квадрат ного, шестигранного и т..п. сечения. Это достигается тем, что устройство снабжено качающимися корпусами-люльками с установленными в них поворотными барабанами, в которых смонт1Грованы само центрируюшие приводные ролики. На фи1 1 и 2 изображено устройство, об1лий вид; iia фиг. 3 - кинематическая схема механизма подачи и кантования заi отовок; на фиг. 4 - механизм качания корпуса-лк.льки; на фиг. 5 - механизм опо ного ролика и механизм поджима заго-говки к базе; на фиг. 6 - механизм центр1грования и зажима эаготоври самоцентрирующими роликами. На станине 1 установлены левый 2 и правый 3 механизмы подачи и кантования, шлифовальная бабка 4 с приводом 5. С обоих сторон к станине примыкают загр)-зочный рольганг 6 с приводом 7 и разгрузочный рольганг 8 с приводом 9. Л1еханизм подачи и кантования 2 и 3 смонтированы в корпусе-люльке 10, который крепится на оси 11 к станине 1 и имеет возможность поворота до pei-y.nipjч;мых уиоров 12 и 13 с помощью пнсвмоцилиндра 14. Каждый из механизмов 2 и 3 подачи и кан1Х)вания сосччэит из барабан 15, внутри которого Hii рычагах 16 установлены ва самоцентрирующих ролика 17. Вращ.-иие роликов 1 7 ироизводичх;я элекчродиигателем 18 через редуктор 19, электромагии iную муфту 2О, ijjecTepHK) 2i, свободно установленный на барабане сдвоенный зубчатый ьенец 22, коническую шестерню 23 и зубчатзю передачу 24-29. Для обеспечения направления подачи правого я левого механизма подачи в одну li ту же сторону сдвоенный зубчар ый венец 22 с правой Сгороны (см. фиг. З) приведен в зацепление с шестерней 21 через паразитную сдвоенную шестерню 30. Вращение барабана 15, а следовательно и заготовки, зажатой в самоцентрируюших роликах 17, осушествляется электродвигателем 31 через редуктор 32, шестерню 33 и закрепленный па барабане зубчатый венец 34. Механизм опорного ролика и механизм поджима заготовки к базе при шлифовании (см. фиг. 5) состоит из пневмоцилиндра 35, закрепленного на станине 1 и несушего опорный ролик 36, который прижимает заготовку при шлифовании к шлифовальноKsy кругу 37. Пневмоцилиндр 38 своим штоком поджимает заготовку 1фи шлифо- к базовой натфавляюигей 39. .. Для ценфирования и зажима заготовки самоцентрирующими роликами 17 1П1едназначен механизм, состоящий из пнев миципиндр1а 40 (см. фиг. 6), на штоке которого закреплена т заверса 41, несущая /liit; зубчатые рейки 42, входящие в зацепление с зубчатыми свк1Ч рами 43. Секто-p,i 43 закреплены на рычагах 16 и входят в зацепление между собой. ААеханизм смон (ирован внутри барабана 15. За1рузочный рольганг 6 {см. фиг 2) отличае1ч;я от разгрузочного рольганга 8 To.i, что кроме базовых роликов 44 и 45 И ианравляклцих роликов 46 имеет два нод жамиых ролика 47, которые устанавливаЮ г иневмощшиндром 48 в зависимости 1г pa3Kiepa заготовки и отводятся при ее канговапии. Ролик 44 - приводные от обо их pojua ангов. Прижимные ролики 48 на- iipaiijiviKiT за1ч -овку в механизм подачи. 3;а оччивка нос ryniieT liti загрузочный pojtbi анг Г), который роликами 44-47 иоAiiei t-e механизмам 2 и 3 подачи н кннто Baiiiiii. ,-Uiii3KU5i эти работают синхронно от двух 1.:п;1р :ч1ных приводов и обеспечивают иен г(.)И)и11ание, зажим и подачу заготовки само(1е1П-}1ирукмцим11 роликами 17 (см. фи1 з) п ,.5011) И1лифов;1ния с одноврекшвным i-ip.MiueiiiiOM или без Ераи1ения, вывод из зо 814ОЗ ны шлифования, отвод от базы шлифования | и возврат, кантование или вращение без продольной подачи, выдачу на разгрузочный рольганг 8. Центрирование и зажим заготовки осуществляются рычагами 16 (фиг. 6), гриводимыми пневмоцшншдрами 40 через траверсы 41, рейки 42 и сектора 43. В станке предусмотрен выбор независимого режима скоростей подачи, кантования или вращения заготовки, при этом все движения имеют реверс. При подходе заготовки к шлифовальному Kpyi- y 37 (см. фиг. 3) происходит ее зачистка. Удаление дефектов производится путем подвода соответствующего места заготовки под шлифовальный круг. При этом заготовка в зоне шлифования опирается на опорный ролик 36 (см. фиг. 5), который поддерживается пневмоцилиндром 35. В горизонтальном направлении загоаювка поджимается штоком пневмоцилиндра 38 к направляющей 39. ., Перед кантованием корпус-люлька 10 (см. фиг. 1 и 4) поворачивается на оси 11 пневмоцилиндра 14 до 12 и от- водит заготовку от базы шлифования. Кантование производи1Х:я путем поворота барабана 15, несущего механизм подачи, с зажатой между самонентр1фуюшими i роликами 17 заготовкой. После кантования заготовка возвращается па базу шлифования путем поворота корпуса-люльки 10 в исходное положение до упора 13. Прокат крупюго профиля обрабатывае ся 1ФИ выключенном механизме качания корпуса-люльки 10. 11 р е д е т изобретения Устройство для зачистки дефектов гфо- ката, переметаемо О в гфодольном нащзавлении и враи1аемого относительно своей оси с помоиью самоцентрирующих роликов, от п и ч а ю щ е е с я чем, что, с целью обеспечения возможности обрабо гки прока -а как )Ю)-о, гак и квадра1-но.со, шесги1ранногО и т. п. сечения, оно снабжено качающимися корпусами-люльками с устаповленнглми в лих поворотными барабанами, в KOf-opt.iX смонтиуюваны сак.о-центрирующие приводнь е ролики.
«vi
:з
ш
Ч
ctCf
E
U
Cxl 0
;:з
У
Ж
Э
CQ
X
iDf
±
JJ
u
го-Pvj
Cs Csj
Ы
.
01
CNJ
ФигЛ
38
Г
36
Фиг. 5
