Пы стержней расположены по одной окружности, и смонтированы в обоймах.
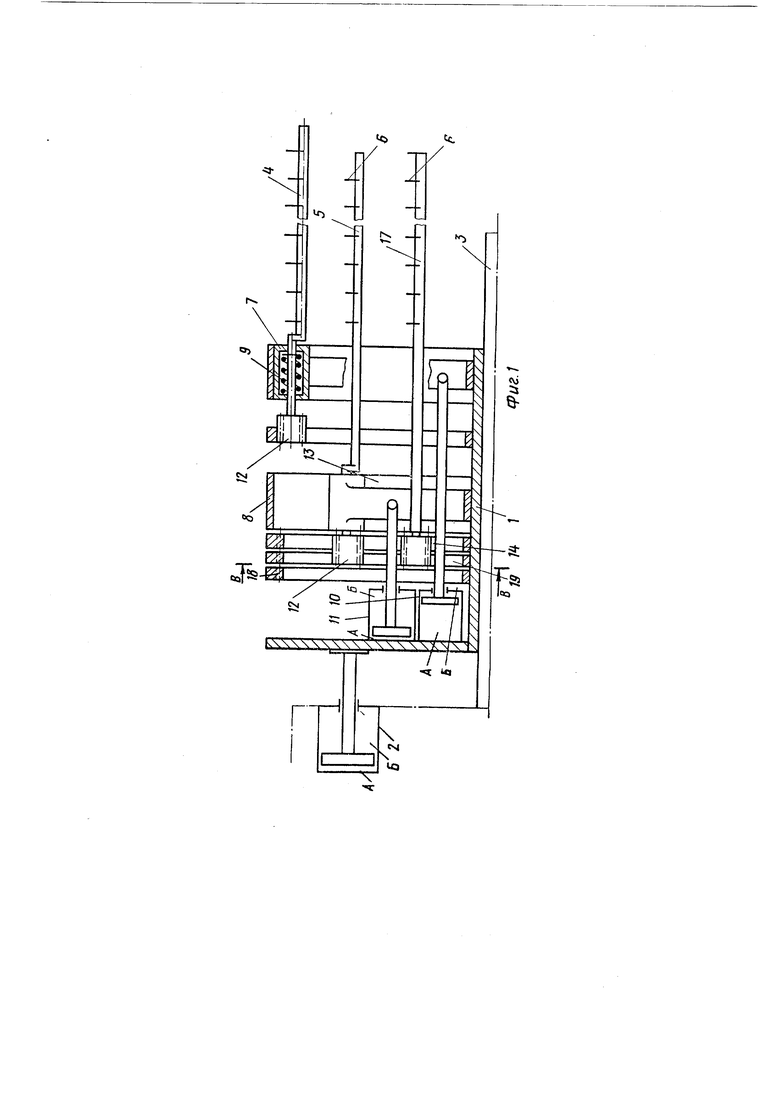
ipynna стержней 4 смонтирована в обойме 7, а группа стержней 5 - в обойме 8.
Стержни 4 и 5, образующие шаблон, подпружинены с помощью пружин 9 в продольном направлении относительно обойм 7 и 8.
Возвратно-поступательноедвижение
групп стержней обеспечивается пневмоцилиндрами 10 и 11, штоки которых соединены с соответствующими обоймами 7 и 8.
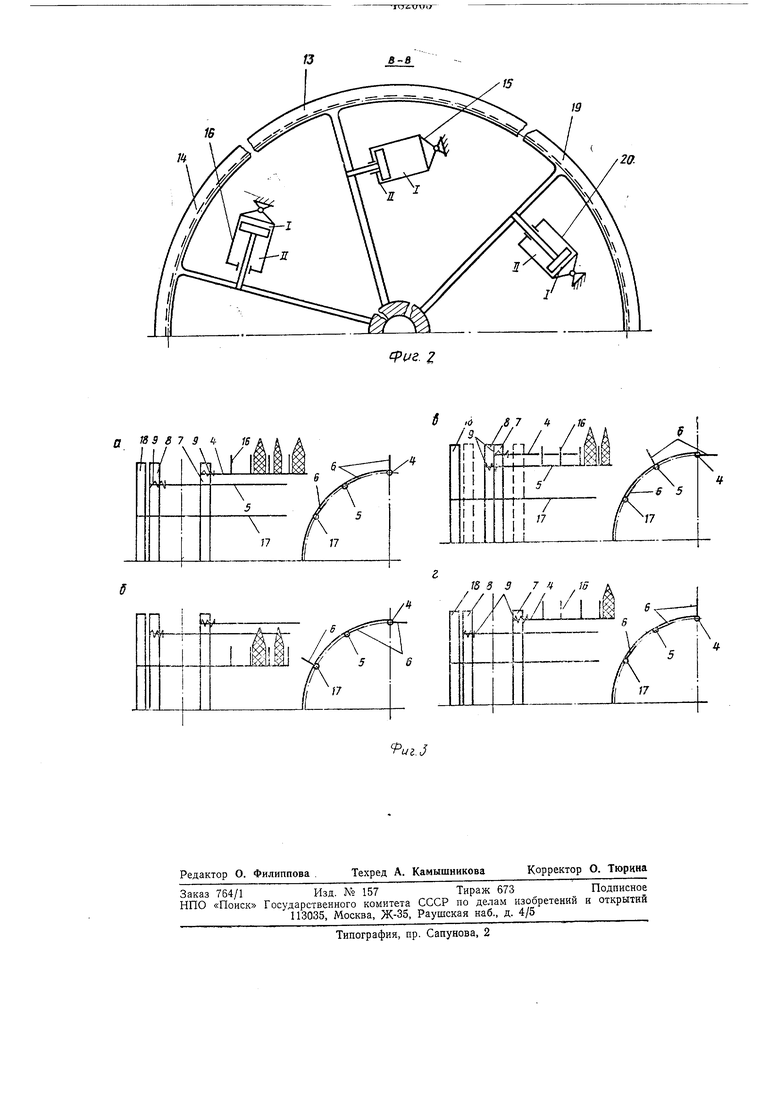
Привод поворота каждой группы стержней выполнен в виде закрепленных на каждом стержне шестерен 12, взаимодействующих с общим поворотным зубчатым колесом. Привод поворота группы стержней 4 осуществляется .посредством зубчатого колеса 1У, а группы стержней 5 - посредством зубчатого колеса 14.
Причем поворотные зубчатые колеса 13 и 14 выполнены с внутренним зацеплением.
Поворот зубчатых колес 13 и 14 на требуемый угол осуществляется с помощью пневмоцилиндров 15 и 16.
Отсекатель колец выполнен в виде расположенных по той же окружности, что и группы стержней, образующие шаблон-магазин, групп стержней 17 с жестко закрепленными лопатками 6 и смонтированных в закрепленной на корпусе 1 стойке 18.
Привод поворота группы стержней выполнен в виде закрепленных на каждом стержне 17 шестерен 12, взаимодействующих с общим поворотным зубчатым колесом 19, выполненным с внутренним зацеплением.
Поворот зубчатого колеса 19 на требуемый угол осуществляется с помощью пневмоцилиндра 20.
Работа механизма описывается на примере подачи и посадки основных и дополнительных крыльев.
Устройство предварительно запитывается основными и дополнительными крыльями, которые расположены на группах стержней поочередно: основное крыло, разделяющая лопатка, дополнительное крыло и т. д.
Подав воздух в полость А пневмоцилиндра 2, перемещают все устройство по валу 3 к сборочному барабану, при этом осуществляется посадка основного крыла по плечикам сборочного барабана. При этом группа стержней 4, на концах которых расположено основное крыло, упирается в плечик сборочного барабана, перемещается влево и сжимает пружину 9, смонтированную в обойме 7. Величина перемещения групп стержней 4 выбирается в зависимости от ширины основного крыла (фиг. 3, а). Процесс посадки основного крыла завершен. Далее все устройство отводится в крайнее левое положение, для чего воздух
из полости А пневмоцилиндра 2 выпускается, а в полость Б подается. При этом группа стержней 4 пружиной 9 возвращается в исходное положение. Затем осуществляется перезарядка устройства. При подаче воздуха в пневмоцилиндр 20 зубчатое колесо 19 поворачивается на требуемый угол. Вращение передается через шестерни 12
лопаткам 6 группы стержней 17, которые из своего первоначального горизонтального положения относительно оси стержней переводятся в рабочее - вертикальное, разделяя таким образом друг от друга основные и дополнительные крылья, (фиг. 3,6). Затем подается воздух в пневмодилиндр 16 и зубчатое колесо 14 поворачивается на требуемый угол. При этом лопатки 6 группы стержней 5, служащие для посадки
дополнительных крыльев, аналогично переводятся из горизонтального положения в вертикальное (фиг. 3,0).
Одновременно с этим подается воздух в пневмоцилиндр 15 и зубчатое колесо 13 поворачивается на требуемый угол, посредством шестерни 12 вращение передается группе стержней 4 и лопатки 6 переводятся в горизонтальное положение (фиг. 3, в). А лопатки 6 группы стержней 17 вновь
возвращаются из горизонтального положения в вертикальное посредством пневмоцилиндра 20, зубчатого колеса 19 и шестерен 12 (фиг. 3, г). Далее подается воздух в полость А пневмоцилиндра И и обойма 8
с дополнительными крыльями на концах
группы 5 перемещается вправо.
Па этом процесс перезарядки механизма
завершен.
Затем осуществляется посадка дополнительного крыла по плечикам сборочного барабана, при этом подается воздух в полость А пневмоцилиндра 2 и все устройство по валу 3 перемещается к сборочному барабану.
Посадка дополнительного крыла осуществляется аналогично посадке основного крыла. Потом устройство отводится в крайнее левое положение, для чего воздух из полости А пневмоцилиндра 2 выплескается,
а в полость Б подается. При этом группа стержней 5 пружиной 9 возвращается в исходное положение.
Далее осуществляется перезарядка устройства выше описанным порядком, при этом осуществляется перевод основных крыльев на конец группы стержней в рабочее положение перед посадкой их в плечик сборочного барабана.
Формула изобретения
1. Устройство для подачи и посадки
крыльев, содержащее смонтированный на
установленном с возможностью возвратно65 поступательного перемещения корпуса
шаблон-магазин с шаговой подачей крыльев, отсекатель колец и привод, отличающееся тем, что, с целью предотврапдения деформации крыльев и нарушения их резинового покрытия, шаблон-магазин выполнен в виде отдельных групп стержней с приводами их поворота и с жестко закрепленными лопатками, расположенных по одной окружности и смонтированных в установленных с возможностью перемещения вдоль корпуса обоймах, снабженных приводами их независимого возвратно-поступательного перемещения.
2. Устройство по п. 1, отличающееся, тем, что отсекатель колец выполнен в виде
расположенных на той же окружности групп стержней жестко закрепленными лопатками, снабл енных приводом поворота и смонтированных в закрепленной на
корпусе стойке.
3. Устройство по п. 1, отличающееся тем, что стержни, образующие шаблон, подпружинены в продольном направлении относительно обойм.
4. Устройство по пп. 1 и 2, отличающееся тем, что привод поворота каждой группы стержней выполнен в виде закрепленных на каждом стержне щестерен, взаимодействующих с общим поворотным
зубчатым колесом, выполненным с внутренним зацеплением,
иг. Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1983 |
|
SU1087367A1 |
| Механизм для обработки борта покрышек пневматических шин | 1982 |
|
SU1052422A1 |
| Устройство для подачи бортовых крыльев к барабану для сборки покрышек пневматических шин | 1979 |
|
SU845345A1 |
| Устройство для посадки крыльев покрышек пневматических шин | 1983 |
|
SU1106684A1 |
| Механизм заделки борта к станку для сборки покрышек пневматических шин | 1969 |
|
SU279941A1 |
| Механизм для обработки борта к станку для сборки покрышек пневматических шин | 1985 |
|
SU1696314A2 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И ПОДАЧИ БОРТОВЫХ КРЫЛЬЕВ | 1982 |
|
SU1069274A1 |
| Устройство для обработки борта покрышек пневматических шин | 1982 |
|
SU1052420A1 |
| Устройство для хранения и посадки крыльев покрышек пневматических шин | 1976 |
|
SU599989A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1981 |
|
SU1016200A2 |
ц 18 Э е 7 9 f 1В |. к ill f ,д 87 А .К. p(r,wli/i-/s
