соединены между собой транспортером 12, который может быть цепным, штанговым, ленточным.
Устройство работает следующим образом.
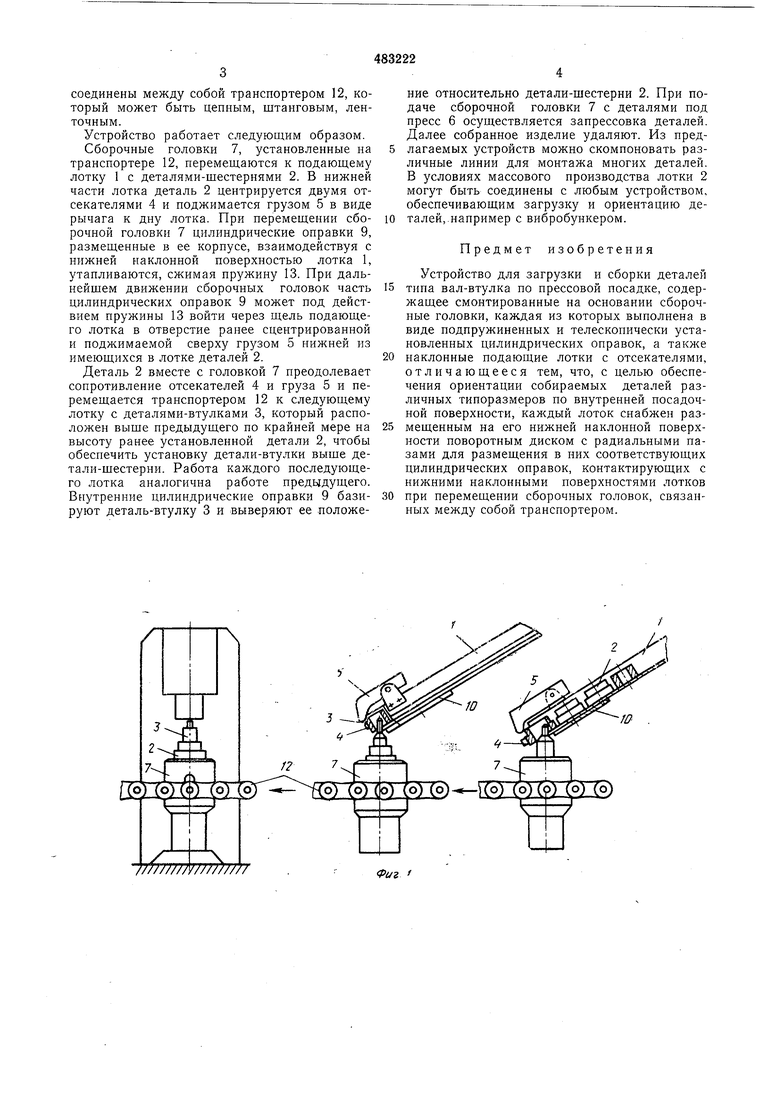
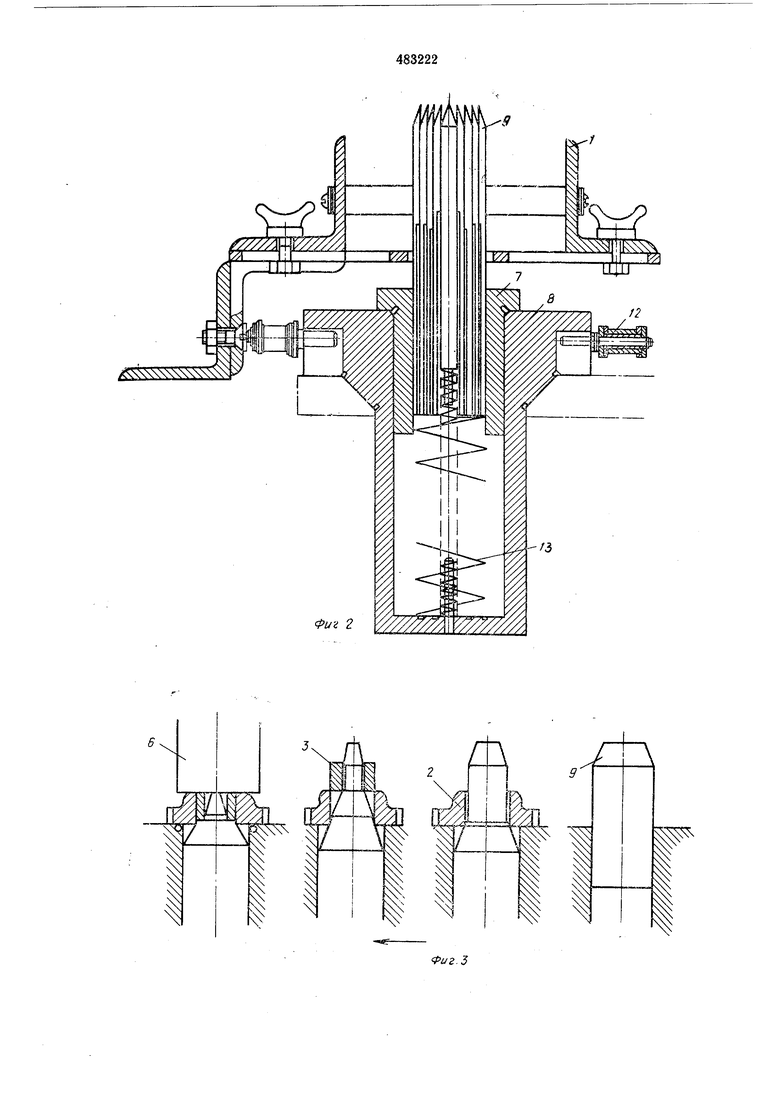
Сборочные головки 7, установленные на транспортере 12, перемещаются к подающему лотку 1 с деталями-шестернями 2. В нижней части лотка деталь 2 центрируется двумя отсекателями 4 и поджимается грузом 5 в виде рычага к дпу лотка. При перемещении сборочной головки 7 цилиндрические оправки 9, размещенные в ее корпусе, взаимодействуя с нижней наклонной поверхностью лотка 1, утапливаются, сжимая пружину 13. При дальнейшем движении сборочных головок часть цилиндрических оправок 9 может под действием пружины 13 войти через щель подающего лотка в отверстие ранее сцентрированной и поджимаемой сверху грузом 5 нижней из имеющихся в лотке деталей 2.
Деталь 2 вместе с головкой 7 преодолевает сопротивление отсекателей 4 и груза 5 и перемещается транспортером 12 к следующему лотку с деталями-втулками 3, который расположен выше предыдущего по крайней мере на высоту ранее установленной детали 2, чтобы обеспечить установку детали-втулки выше детали-шестерни. Работа калгдого последующего лотка аналогична работе предыдущего. Внутренние цилиндрические оправки 9 базируют деталь-втулку 3 и выверяют ее положение относительно детали-шестерни 2. При подаче сборочной головки 7 с деталями под пресс 6 осуществляется запрессовка деталей. Далее собранное изделие удаляют. Из предлагаемых устройств можно скомпоновать различные линии для монтажа многих деталей. В условиях массового производства лотки 2 могут быть соединены с любым устройством, обеспечивающим загрузку и ориентацию деталей,.например с вибробункером.
Предмет изобретения
Устройство для загрузки и сборки деталей
типа вал-втулка по прессовой посадке, содержащее смонтированные на основании сборочпые головки, каждая из которых выполнена в виде подпружиненных и телескопически установленных цилиндрических оправок, а также
наклонные подающие лотки с отсекателями, отличающееся тем, что, с целью обеспечения ориентации собираемых деталей различных типоразмеров по внутренней посадочной поверхности, каждый лоток снабжен размещенным на его нижней наклонной поверхности поворотным диском с радиальными пазами для размещения в них соответствующих цилиндрических оправок, контактирующих с нижними наклонными поверхностями лотков
при перемещении сборочных головок, связанных между собой транспортером.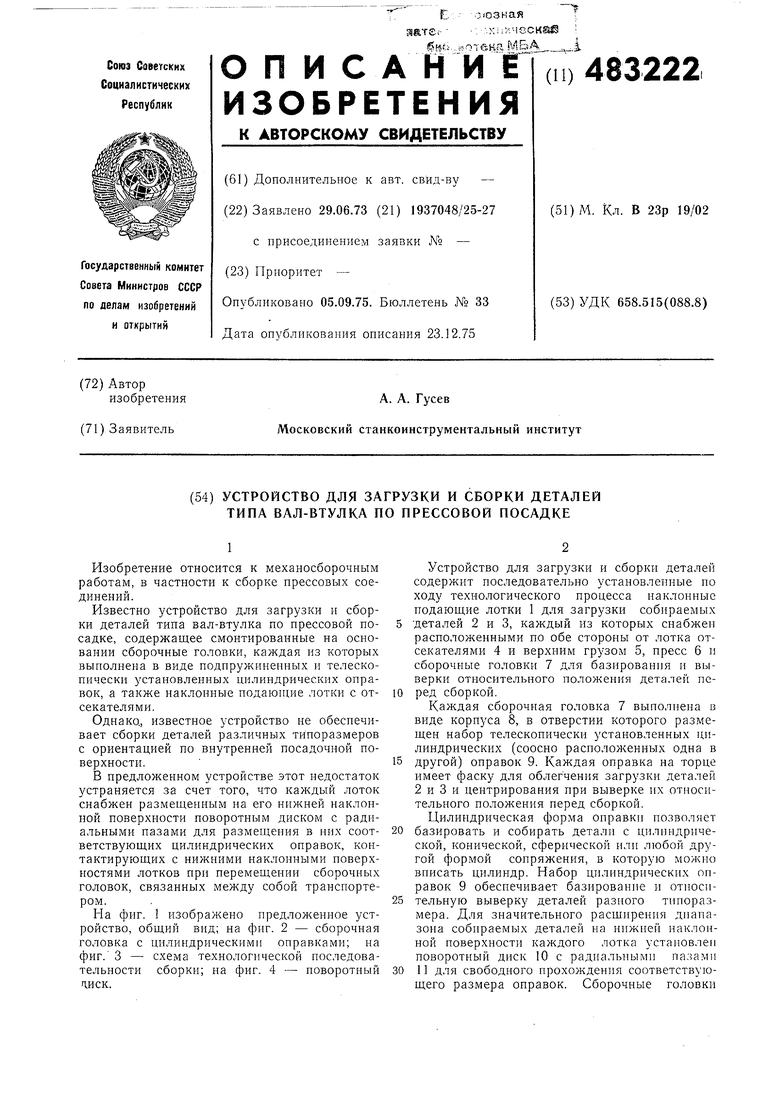
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный сборочныйАВТОМАТ | 1979 |
|
SU806348A1 |
| Сборочная машина | 1987 |
|
SU1465229A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для сборки развальцовкой узла, состоящего из нескольких деталей | 1988 |
|
SU1606255A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| АВТОМАТ ДЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ ВО ВНУТРЕННИЕ КАНАВКИ БАЗОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2043899C1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |

Фи- 2
W
