1
Изобретение относится к технике линейных измерений, а именно к средствам производительного контроля цилиндрических деталей.
Известны устройства для измерения диаметра цилиндрических деталей в процессе их движения, содержащие узел транспортирования детали в виде механизма поштучной выдачи, валкового транспортера и прижимных роликов, и измерительную позицию, выполненную в виде направляющей опоры и измерительной головки.
Недостатком известных устройств является малая точность базирования и как следствие невысокая точность измерения, так как одновременное линейное касание детали с направляющей опорой и валками узла транспортирования невозможно.
С целью устранения указанного недостатка в предлагаемом устройстве прижимные ролики снабжены механизмом синхронного регулируемого поворота.
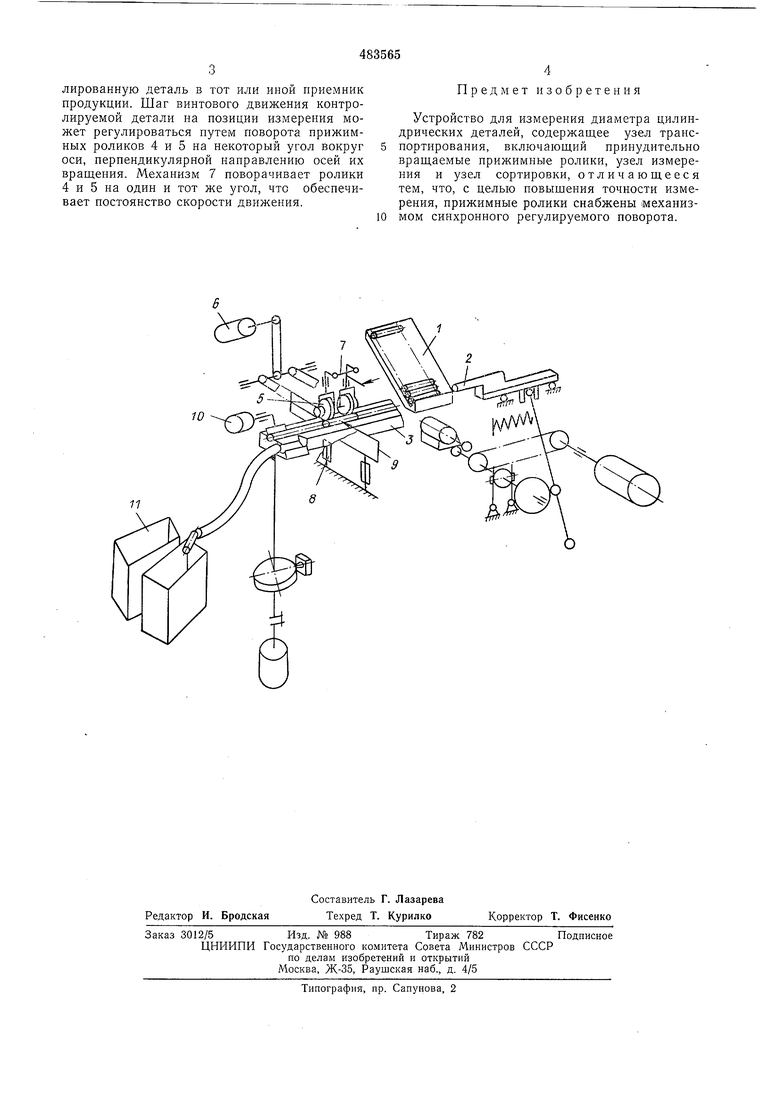
На чертеже изображено устройство для измерения цилиндрических деталей. Оно содержит магазин 1 для подлежащих контролю деталей, толкатель 2 поштучной выдачи, направляющую опору 3, механизм транспортирования, выполненный в виде двух принудительно вращаемых роликов 4 и 5, привода 6
их вращения, а также механизма 7 синхронного регулируемого поворота прижимных роликов, измерительную позицию, выполненную в виде подвещенной на пружинном параллелограмме 8 измерительной скобы 9 с преобразователем перемещений (не показан), узел сортировки 10 продукции и приемник 11 последней.
Устройство работает следующим образом.
Толкатель 2 поштучной выдачи забирает из магазина 1 очередную деталь и подает ее на направляющую опору 3. Когда передний конец контролируемой детали попадет под
принудительно вращаемый прижимной ролик 4, деталь начнет самостоятельное винтовое движение и пройдет через измерительную позицию. Установленный на измерительной скобе 9 преобразователь перемещений выдаст
сигнал о диаметральных размерах контролируемой детали в сечениях, расположенной вдоль винтовой линии, соответствующей движению детали. Расстояние между прижимными роликами 4 и 5 выбирают меньшим длины
детали, что позволяет последним проходить позицию измерения без остановки. В зависимости от результатов измерения срабатывает механизм сортировки, направляя прокоптролированную деталь в тот или иной приемник продукции. Шаг винтового движения контролируемой детали на позиции измерения может регулироваться путем поворота прижимных роликов 4 и 5 на некоторый угол вокруг оси, перпендикулярной направлению осей их вращепия. Механизм 7 поворачивает ролики 4 и 5 на один и тот же угол, что обеспечивает постоянство скорости движения.
4 Предмет изобретения
Устройство для измерения диаметра цилиндрических деталей, содержащее узел транспортирования, включающий принудительно вращаемые прижимные ролики, узел измерения и узел сортировки, отличающееся тем, что, с целью повыщения точности измерения, прижимные ролики снабжены механизмом синхронного регулируемого поворота.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Устройство для непрерывной вибрационной обработки деталей | 1988 |
|
SU1634454A1 |
| Устройство для загрузки радиодеталей | 1976 |
|
SU684791A1 |
| Устройство для сортировки деталей по наружному диаметру | 1982 |
|
SU1037970A1 |
| Автоматизированная сортировочная установка для разбраковки сварочных электродов | 1990 |
|
SU1780865A1 |
| АППАРАТ ДЛЯ ЭТИКЕТИРОВАНИЯ ИЛИ ПРИКРЕПЛЕНИЯ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ К ПЛОСКИМ ПОВЕРХНОСТЯМ ПРЯМОУГОЛЬНЫХ УПАКОВОК | 1997 |
|
RU2109664C1 |
| Автоматическое устройство для контроля и сортировки колец | 1979 |
|
SU919764A1 |
| Магазин-накопитель деталей | 1986 |
|
SU1366354A1 |
