1
Изобретение относится к области контактной электросварки деталей малых толщин.
Известен механизм сжатия контактных сварочных машин, нреимущественно для сварки деталей малых толщин, содержащий нодвижный верхний электрод, закрепленный на нодпружиненном щтоке.
Однако с помощью такого механизма невозможно стабилизировать исходное ICOCTOHние зоны контакта до сварки, требующее повышенного начального давления, так как нри сварке это давление влияет на весь ход процесса нагрева и деформирования, что в ряде случаев ухудшает качество сварного соединения.
Для стабилизации исходного состояния зоны контакта целесообразно до сварки создать повышенное статическое давление, отключаемое в начальной стадии процесса.
Для повышения качества сварки нредлагаемый механизм сжатия снабжен грузом, свободно опирающимся на шток и периодически -воздействующим на него.
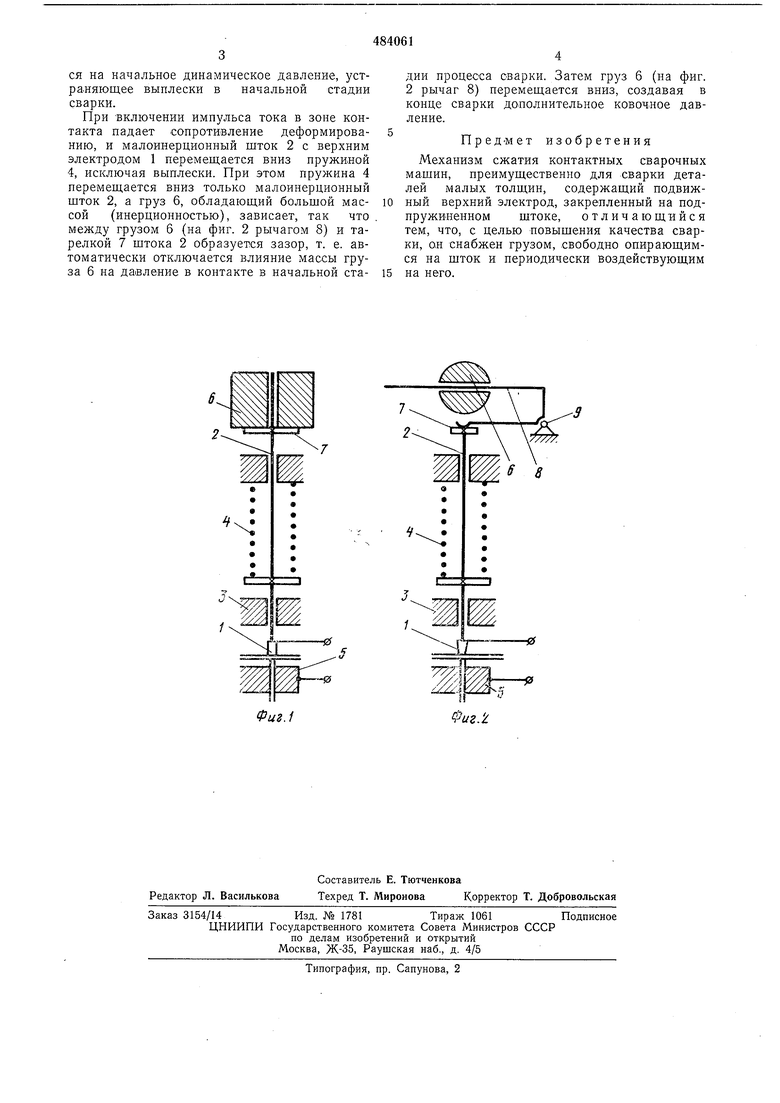
На фиг. 1 изображен предлагаемый механизм сжатия; на фиг. 2 - второй вариант выполнения механизма.
Механизм сжатия содержит подвижный верхний электрод 1, закрепленный на штоке 2. Шток выполнен малоинерционным (облегченным) и перемещается в направляющих 3.
Сварочное давление создается пружиной 4, воздействующей на шток 2 и сжимающей свариваемые детали между верхним 1 и нижним
5электродами.
На шток 2 опирается груз 6, который не закреплен на нем, а лежит на тарелке 7 штока свободно, воздействуя на шток 2 силой тяжести.
На фиг. 2 груз 6 соединен подвижно с рычагом 8, установленным на шарнире 9.
Рычаг 8 свободно опирается на тарелку 7 штока 2 и не связан со штоком жестко. Перемещая при регулировке механизма груз
6вдоль рычага 8, можно, не меняя массу груза 6, изменять силу давления этого груза
на тарелку 7 штока 2.
В результате (фиг. 2) при постоянной массе (инерционности) груза 6 можно установить различные статические давления.
Свариваемые детали до сварки сжимаются статическим давлением, которое складывается из усилия пружины 4 и силы от действия груза 6.
Статическое давление регулируется так,
чтобы до сварки сжать свариваемые детали повышенным давлением, достаточным для стабилизирования исходного состояния зоны контакта. Изменение статического давления с этой целью осуществляется в основном за
счет груза 6, так как нружина 4 регулируется на начальное динамическое давление, устраняющее выплески в начальной стадии сварки.
При включении импульса тока в зоне контакта падает сопротивление деформированию, и малоинерционный шток 2 с верхним электродом 1 перемещается вниз пружиной 4, исключая выплески. При этом пружина 4 перемещается вниз только малоинерционный шток 2, а груз 6, обладающий большой массой (инерционностью), зависает, так что между грузом 6 (на фиг. 2 рычагом 8) и тарелкой 7 штока 2 образуется зазор, т. е. автоматически отключается влияние массы груза 6 на давление в контакте в начальной стадии процесса сварки. Затем груз 6 (на фиг. 2 рычаг 8) перемешается вниз, создавая в конце сварки дополнительное ковочное давление.
Предмет изобретения
Механизм сжатия контактных сварочных машин, преимушественно для сварки деталей малых толщин, содержащий подвижный верхний электрод, закрепленный на подпружиненном штоке, отличающийся тем, что, с целью повышения качества сварки, О.Н снабжен грузом, свободно опирающимся на шток и периодически воздействующим на него.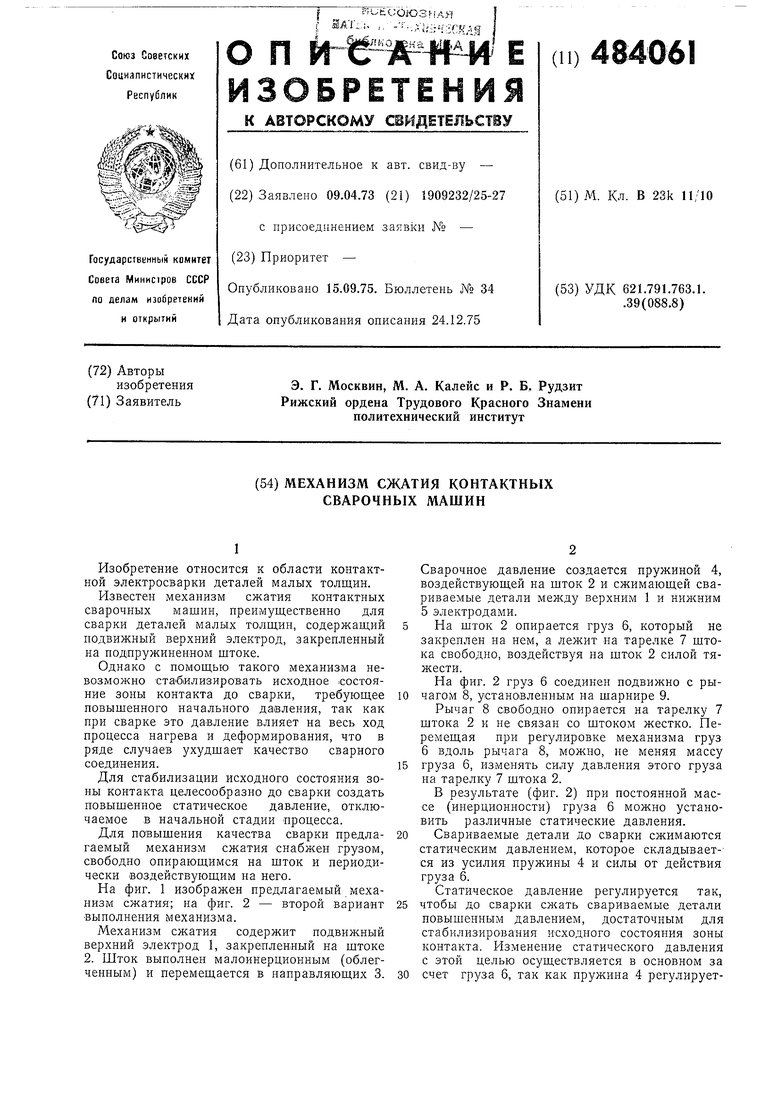
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм сжатия контактных сварочных машин | 1973 |
|
SU500936A2 |
| МЕХАНИЗМ СЖАТИЯ КОНТАКТНЫХ СВАРОЧНЫХМАШИН | 1970 |
|
SU261601A1 |
| Механизм сжатия контактной сварочной машины | 1973 |
|
SU461815A1 |
| Механизм сжатия контактных сварочных машин | 1981 |
|
SU988491A1 |
| МЕХАНИЗМ СЖАТИЯ КОНТАКТНЫХ СВАРОЧНЫХ МАШИН | 1971 |
|
SU289881A1 |
| Машина для контактной точечной сварки | 1991 |
|
SU1825695A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ВКРЕСТ ИЗОЛИРОВАННОГО ПРОВОДНИКА С НЕИЗОЛИРОВАННЫМ | 1968 |
|
SU212733A1 |
| МЕХАНИЗМ СЖАТИЯ KOHTAKTHblX СВАРОЧНЫХМАШИН | 1971 |
|
SU305029A1 |
| Механизм сжатия контактных сварочных машин | 1984 |
|
SU1214366A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ В ПРОЦЕССЕ СВАРКИ | 1973 |
|
SU398371A1 |
