1
Р1зобретение относится к области производства строительных материалов, в частности, к отрасли производства асбестоцементных изделий.
Известна установка для формования асбестоцементных изделий методом вакуумсилового проката, содержащая электропривод, концевые выключатели горизонтального перемещения экипажа давления, программный блок и регулятор.
Недостатком известной установки является то, что в процессе уплотнения асбестоцемента для каждой текущей величины его плотности существует максимально допустимое усилие уплотнения, при котором еще не нарушается структура материала.
При изменении марок асбеста и цемента, мощности вакуумиой системы и других параметров процесса изменяются деформативные характеристики асбестоцемента и, следовательно, величина усилия, возникающего при определенной подаче экипажа вниз. Поэтому ведение процесса уплотнения по жесткой программе в одном случае может привести к неоправданному снижению производительности установки, а в другом - к нарущению структуры асбестоцемента, т. е. к снижению прочности показателей изделия.
Цель изобретения - повышение качества формуемых изделий. Поставленная цель достигается тем, что установка допилпительно снабжена датчиками перемещения и давления, функциональным блоком, программным блоком, счетчиком, логическим блоком
«ИЛИ и электронными ключами, причем программный блок и датчик перемещения подключены ко входу регулятора через первый и второй электронные ключи, соедзшенные с выходом счетчика. Функциональный
блок и датчик давления подключены ко второму входу регулятора через третий и четвертый ключи, соединенные своими входами с выходом счетчика, а выход регулятора соединен с электроприводом через пятый ключ,
один вход которого через логический блок «ИЛИ связан с концевыми выключателями горизонтального перемещения экипажа, а другой - через пороговый блок связан с выходом регулятора, при этом выход датчика
перемещения соединен со входом функционального блока, а выход логического блока «ИЛИ подключен ко входу счетчика.
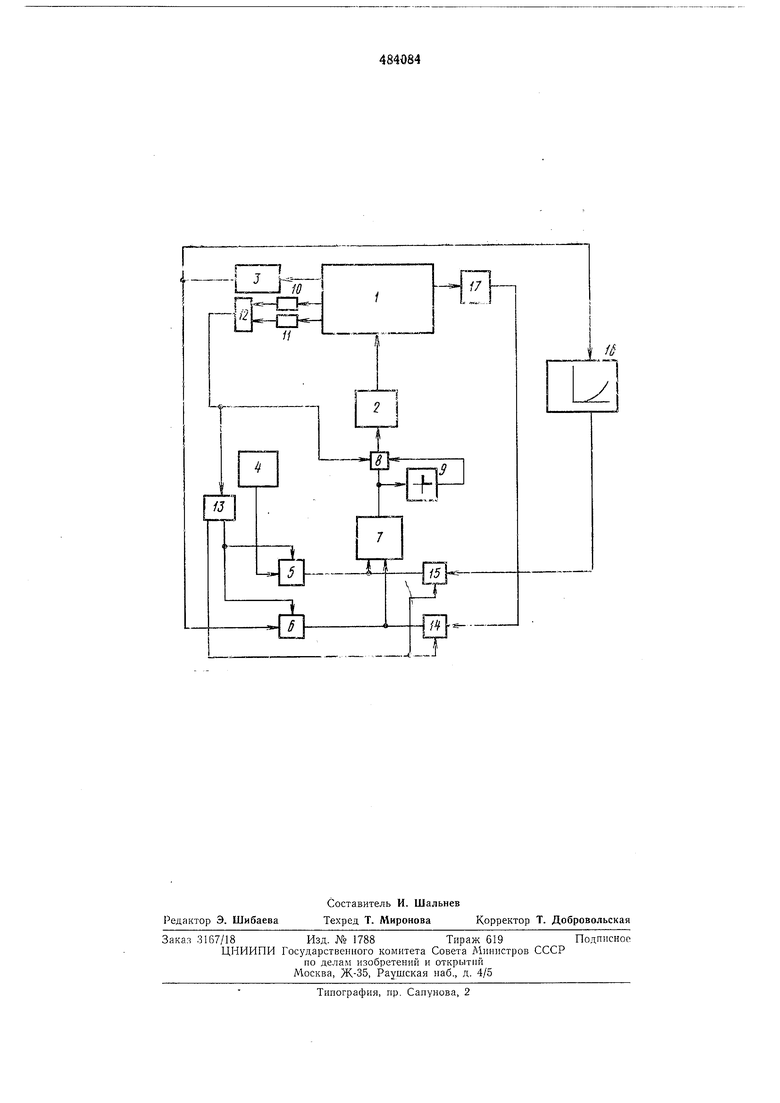
На чертеже дана структурная схема установки, принцип действия которой заключается
в следующем.
Процесс формования происходит в две стадии, первая из которых связана с вакуумированием загруженной в рабочую камеру 1 асбестоцементной массы. В этот период масса
еще слишком пластична, не оказывает сопротивления валкам экипажа давления и поэтому управление электроприводом 2 опускания экипажа осуществляется с помощью программной следящей системы, состоящей из датчика 3 вертикального перемещения экипажа, программного блока 4, электронных ключей 5 и 6, электронного регулятора 7, ключа 8 и порогового блока 9. В момент остановки экипажа давления в крайнем левом или правом положении сигнал с концевого выключателя 10 или 11 через блок «ИЛИ 12 поступает на включающий вход электронного ключа 8, в результате чего выходное напряжение регулятора 7 подается на управляющий вход электропривода 2. Экипаж давления начинает опускаться до тех пор, пока сигнал с датчика 3 перемещения не сравняется с выходным напряжением программного блока 4. В момент баланса напряжений входных сигналов регулятора 7, его входное напрял ение также становится близким к нулю, поэтому на выходе подключенного к нему порогового блока 9, который вызывает отключение электронного ключа 8 и включение привода горизонтальной подачи экипажа (на чертеже не показан).
Когда экипаж закончит горизонтальное перемещение у противоположного концевого выключателя, цикл программной вертикальной подачи повторится. Иаличие ключа 8 обусловлено тем, что программный блок 4 выдает непрерывно возрастающий по напряжению аналоговый сигнал, а опускание экипажа должно происходить только в момент его остановки в крайнем положении горизонтальной траектории. Стадия программной вертикальной подачи экипажа заканчивается но сигналу счетчика 13 числа горизонтальных ходов экипажа, с помощью которого технолог задает длительность первой стадии процесса формования. При появлении сигнала на лрямом выходе счетчика 13 сигнал на его инверсном выходе исчезает. В результате ключи 5 и 6, соединенные с инверсным выходом счетчика отключаются, а ключи 14 и 15, соединенные с прямым выходом счетчика, включаются.
Тогда управление вертикальной подачей экипажа осуществляется с помощью системы, состоящей из датчика перемещения 3, функционального блока 16, реализующего зависимость максимально допустимой величины давления уплотнения от полной величины вертикального перемещения экипал ;а, датчика давления 17 и регулятора 7, ключа 8 и электропривода 2. Сигнал, соответствующий положению экипажа давления и выхода датчика 3, поступает на вход функционального блока
16, входной сигнал которого в этом случае, пропорциональный максимальной допустимой величине давления, подается через замкнутый ключ 15 на вход регулятора 7 в качестве задающего напряжения.
Параметром регулирования в данной системе служит выходной сигнал датчика давления 17. В момент остановки привода горизонтального перемещения экипажа по сигналу блока 12 ключ 8 «замыкается и экипаж опускается электроприводом 2 до тех пор, пока напряжение датчика давления 17 не сравняется с задающим напряжением функционального блока 16. При этом включается
5 пороговый блок 9, по сигналу которого будет разомкнут ключ 8 и включен электропривод горизонтального перемещения экипажа. В момент остановки экипажа в противоположном горизонтальном положении цикл повторяется.
Описанный процесс управления будет осуществляться до тех пор, пока величина давления уплотнения не станет равной заданной технологом. Сигнал об окончании процесса будет получен от второго порогового элемента (на чертеже не показан), связанного с выходом функционального блака.
Предмет изобретения
Установка для формования асбестоцементных изделий методом вакуумсилового проката, содержащая электропривод, концевые выключатели горизонтального перемещения экипажа давления, программный блок и регулятор, отличающаяся тем, что, с целью повышения качества формуемых изделий, она дополнительно снабжена датчиками перемещения и давления, функциональным блоком, пороговым блоком, счетчиком, логическим блоком «ИЛИ и электронными ключами, причем программный блок и датчик перемещения подключены ко входу регулятора через первый и второй электронные ключи, соединенные с выходом счетчика. Функциональный блок и датчик давления подключены ко второму входу регулятора через третий и четвертый ключи, соединенные своими входами с выходом счетчика, а выход регулятора соединен с электроприводом через пятый электронный ключ, один вход которого через блок «ИЛИ связан с концевыми выключателями горизонтального перемещения экипажа, другой через пороговый блок связан с выходом регулятора, при этом выход датчика перемещения соединен со входом функционального блока, а выход блока «ИЛИ - со входом счетчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования и уплотнения асбестоцементных изделий методом вакуум-силового проката | 1976 |
|
SU633727A1 |
| Установка для формования асбестоцементных труб | 1974 |
|
SU563295A1 |
| Устройство для управления листо-фОРМОВОчНОй МАшиНОй | 1979 |
|
SU808292A1 |
| Устройство для автоматического регулирования давления прессования асбестоцементных труб | 1985 |
|
SU1294625A1 |
| Устройство для управления трубоформовочной машиной | 1976 |
|
SU551170A1 |
| Установка для волнирования асбестоцементных листов | 1979 |
|
SU856803A1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ ДЛЯ ФОРМОВАНИЯ АСБЕСТОЦЕМЕНТНЫХ ТРУБ | 1972 |
|
SU433031A1 |
| Способ программного управления очистным комбайном,работающим со става конвейера,и система программного управления очистным комбайном | 1984 |
|
SU1236103A1 |
| Устройство для обработки асбеста | 1977 |
|
SU742412A1 |
| Устройство для регулирования давления прессования асбестоцементных труб | 1978 |
|
SU766866A1 |