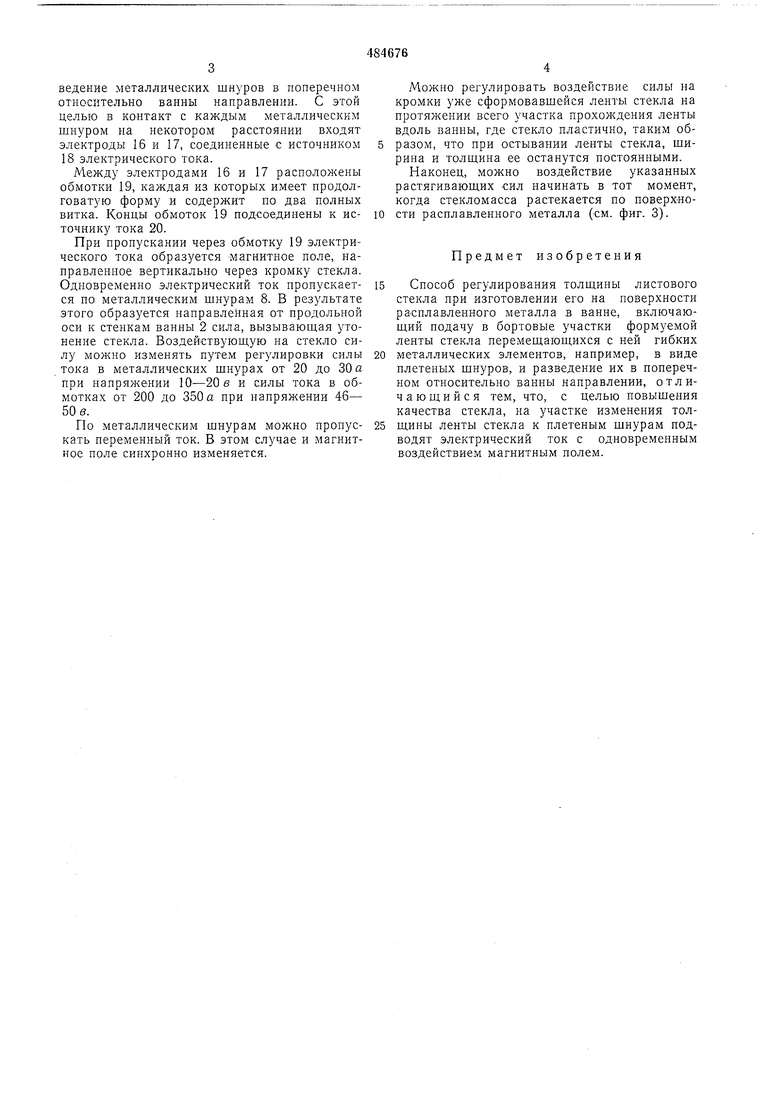
ведение металлических шнуров в поперечном относительно ванны направлении. С этой целью в контакт с каждым металлическим шнуром на некотором расстоянии входят электроды 16 и 17, соединенные с источником 18 электрического тока.
Между электродами 16 и 17 расположены обмотки 19, каждая из которых имеет продолговатую форму и содержит по два полных витка. Концы обмоток 19 подсоединены к источнику тока 20.
При пропускании через обмотку 19 электрического тока образуется магнитное поле, направленное вертикально через кромку стекла. Одновременно электрический ток пропускается по металлическим шнурам 8. В результате этого образуется направленная от продольной оси к стенкам ванны 2 сила, вызывающая утонение стекла. Воздействуюшую на стекло сил} можно изменять путем регулировки силы тока в металлических шнурах от 20 до 30 а при напряжении 10-20 в и силы тока в обмотках от 200 до 350 а при напряжении 46- 50 б.
По металлическим шнурам можно пропускать переменный ток. В этом случае и магнитное поле синхронно изменяется.
Можно регулировать воздействие силы на кромки уже сформовавшейся ленты стекла на протяжении всего участка прохолсдения ленты вдоль ванны, где стекло пластично, таким образом, что при остывании ленты стекла, ширина и толшина ее останутся постоянными.
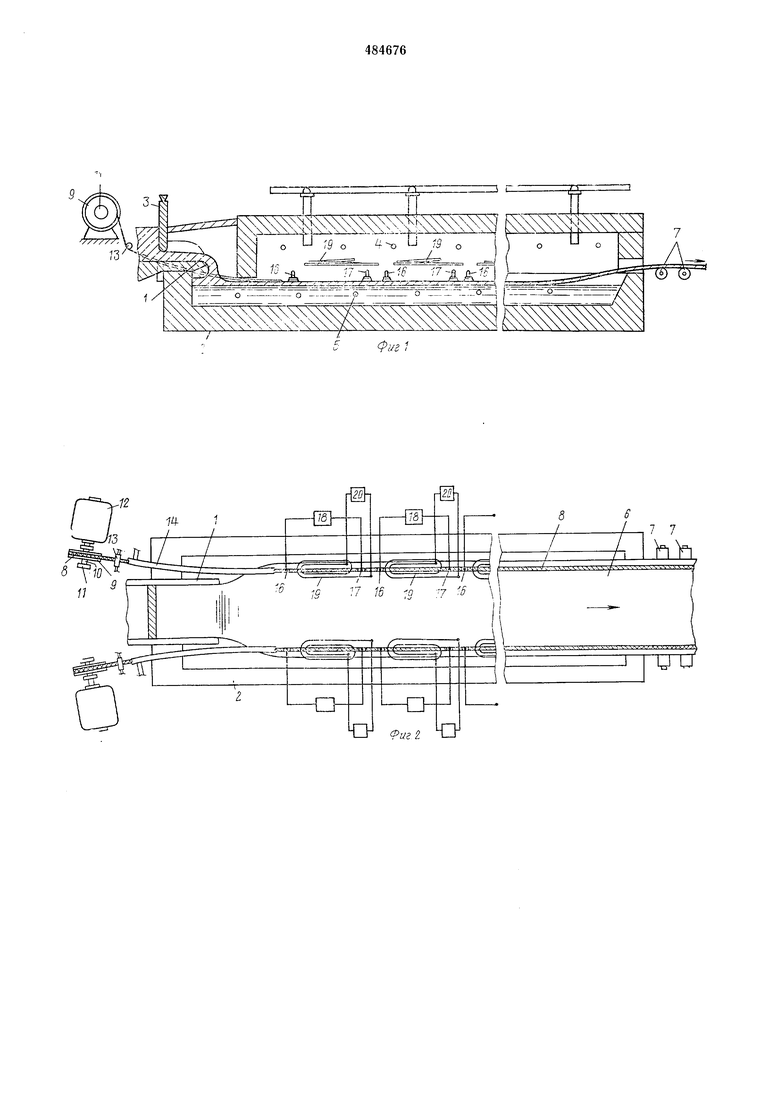
Наконец, можно воздействие указанных растягиваюших сил начинать в тот момент, когда стекломасса растекается ио поверхности расплавленного металла (см. фиг. 3).
Предмет изобретения
Способ регулирования толщины листового стекла при изготовлении его на поверхности расплавленного металла в ванне, включающий подачу в бортовые участки формуемой ленты стекла перемещающихся с ней гибких
металлических элементов, например, в виде плетеных щнуров, и разведение их в поперечном относительно ванны направлении, отличающийся тем, что, с целью повышения качества стекла, на участке изменения толщины ленты стекла к плетеным шнурам подводят электрический ток с одновременным воздействием магнитным полем. i. LJ /g о ii- и 1C ,,, ..-- о о .::iii ) TI±LO
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения плоского стеклаНА пОВЕРХНОСТи РАСплАВлЕННОй МЕТАлли-чЕСКОй ВАННы | 1972 |
|
SU824891A3 |
| Устройство для изготовления армированного проволокой листового стекла | 1972 |
|
SU1020001A3 |
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU305641A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1965 |
|
SU174146A1 |
| Способ изготовления листового стекла и устройство для его осуществления | 1974 |
|
SU619094A3 |
| Способ непрерывного производства поверхностно-модифицированного стекла | 1977 |
|
SU1118285A3 |
| Устройство для модифицирования поверхности ленты стекла | 1974 |
|
SU902660A3 |
| Способ создания на поверхности известково-натриевого стекла непрерывной металлической дисперсии | 1973 |
|
SU677648A3 |
| Способ производства листового стекла | 1970 |
|
SU1098518A3 |
A-,7 7
( 2
Фиг.З
