трйческого тока в цепи ванны, присоединенной по отношению к стеклу как анод. Такая величина плотности тока требуется для катодного восста новления достаточного количества ионов меди и свинца на поверхности стекла для получения требуемой степени диспе(рсности металлов в поверхности стекла.
В случае использования расплава состава медь - висмут между поверхностью стекла и катодной ванной поддерживают плотность электрического тока, равную 25-30% анодной плотности электрического тока, и процесс ведут в инертной атмосфере.
Если используют .расплав свинца, то между поверхностью стекла и катодной ванной поддерживают плотность электрического тока, равную 10-50% плотности тока анодной ванны.
Ниже приведены примеры, иллюстрирующие способ обработки стекла с использованием системы медь - сви-нец. Анодный и катодный стержни выполнены из меди, а ванны представляют собой расплав меди и свинца.
В изготовленном стекле в поверхностном слое толщиной не более 0,1 мкм должно быть распределено 25-300 мг/м меди и 100-60 мг/м свинца.
Используемое известково-натриевое стекло имеет следующий состав, мол. %: ЫагО12,4
К200,4
SiOa71,8
СаО8,8
MgO5,6
, РсгОз и т. д.1,0
. Общие условия процесс.а следующие: Скорость движения ленты, м/с 46 Ширина ленты, см30
Длина анода в н аправлении
движений ленты, мм7
Ширина анода, см24
Температура стекла на аноде, °С 790 Температура анодной ванны
расплава, °С780
Состав анодной ванны расплава, вес. %:
Си3
РЬ97
Интервал между анодом и
катодом, с (мм)1(13)
Длина катода в направлении
перемещения ленты, мм7
Температура катодной ванны расплава, °С760 Состав катодной ванны - расплава, вес. %:
Си2,7
РЬ97,3
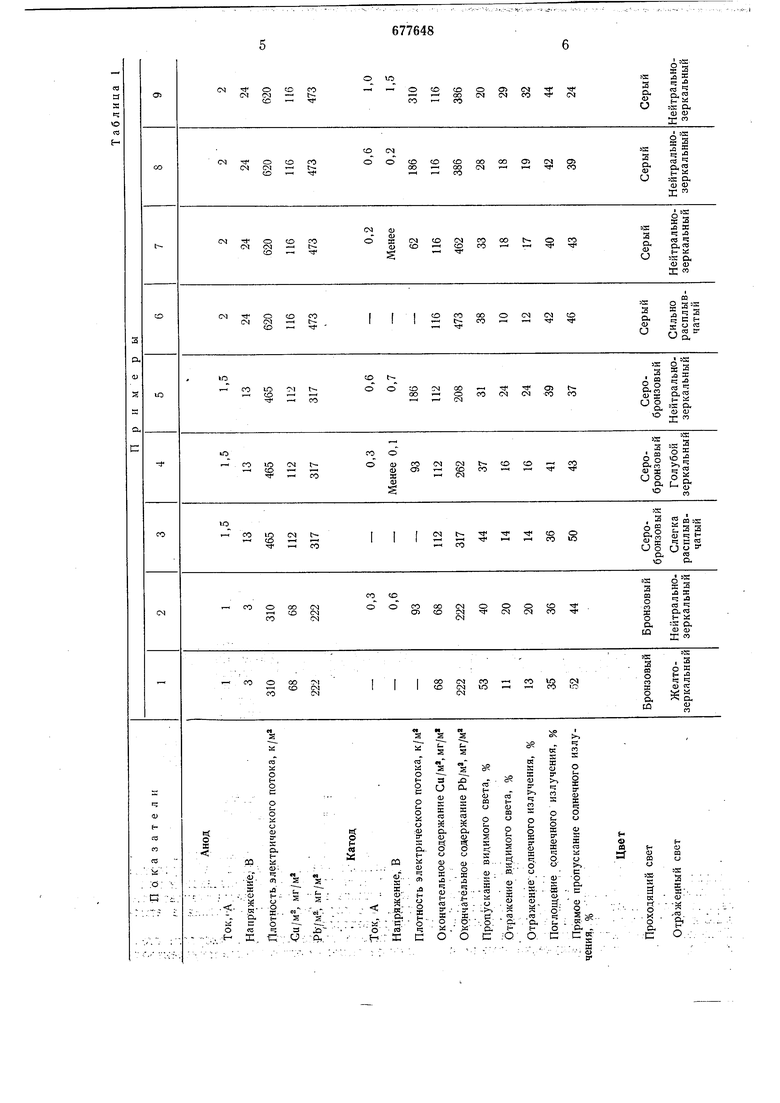
В табл. I представлены примеры, иллюстрирующие условия и результаты способа создания в стекле металлической дисперсии различной заданной интенсивности.
Примеры 1, 3 и 6 относятся только к обработке стекла на аноде и включены в табл. 1 для сравнения. В примерах 1 и 2 используют анодную
обработку, обеспечивающую дисперсию в верхней поверхности стеклянной ленты, выходящей из-под первой ванны, 68 мг/м меди и 222 мг/м свинца.
В примере 1 катодную обработку не лрименяют, и атомы меди и свинЦа, диспергированные в верхней поверхности ленты стекла, образуются под воздействием восстановительной атмосферы. Получаемое стекло является бронзовьтм в пропущенном
свете и может непосредственно пропускать 52% солнечных лучей и 53% видимого света.
В примере 2 показано, что при применении катодного восстановления согласно
предложенному способу прямое пропускание солнечных лучей уменьщается до 44% с сохранением бронзового цвета в пропущенном свете, но при этом уменьшается до 40% пропускание видимого света. Применяемая катодная обработка составляет 30% анодной обработки. Концентрация меди и свинца в восстановленной поверхности-стекла остается такой же, как и яри анодной обработке, но восстановление происходит
более эффективно и в результате стекло имеет более высокие характеристики отражения солнечного тепла.
В примерах 3-5 стекло подвергают анодной обработке, но до -более высокой степени, чем в примерах 1 и 2, и в результате по крайней мере вначале наблюдается повышеття концентрация ионов меди и свинца на поверхности стекла. В примере. 3 не применяют катодное восстановлениеиобработайное стекло пропускает приблизительно 50% солнечного излучения.
В примере 4 анодно обработанное стекло приблизительно «а 20% восстанавливают катодным способом, В результате уменьшается приблизительно до 43% пропускание солнечного излучения и соответственно до 37%-пропускание видимого света. Количество меди в стекле остается таким же, ка-к и во время анодной обработки, но часть
ионов свинца мигрирует с поверхности стекла во вторую ванну. Когда катодная обработка составляет 40% анодной обработки (пример 5), то отмечают еще больщую миграцию ионов свинца в ванну, даже если
прямое пропускание солнечного излучения уменьшается приблизительно до 37%, а пропускание видимого света - до 31%.
В примерах 6-9 используют еще более интенсивную анодную обработку, пр-ичем
катодная обработка составляет 10, 30 и 50% анодной обработки. Все результаты в таблице 1 относятся к тем случаям, когда расстояние между анодом и катодом равно 13 мм, при интервале времени в 1 с и при
скорости движения ленты 46 м/ч.
В (Примерах показано, что при определенном расстоянии между анодом и катодом изменение катодного восста.новления, составляющего от 10 до 50% анодной обработки, обеспечивает требуемую степень металлической дисперсии на поверхности стекла,, выраженную в значениях оптических характеристик стекла.
Исследовано такл е влияние изменения расстояния между катодом и анодом при использовалии системы с медным анодом и медным катодом двух ванн, содержащих сплав меди и свинца. Стеклянная лента толщиной 7 мм продвигается со скоростью 46 м/ч. Защитная атмосфера в пространстве над ванной состоит из 10% водорода и 90% азота. Состав стекла такой же, как в примерах 1-9. Поддерживают следующие рабочие Зсловия:
Скорость ленты, м/ч
46
Ширина ленты, см
30
Длина анода, мм
7
Ширина анода, см
25
Температура стекла на аноде, °С
790
Температзфа расплавленной массы на аноде, °С 780
Состав расплавленно,; массы на аноде, вес. %:
Си
РЬ
Длина катода, мм
Температура катодной ванны
°С
расплавленного металла. Состав катодной ванны
расплава, вес. %:
Си РЬ
Режим анодной обработки был определен следующим образом:
Анодный ток, А1,5
Анодное напряжение, В13
Плотность электрического потока на аноде,
К л/м2,465
Содержание меди на. поверхности стекла, мт/м..,..;112 Содержание свинца, на поверхности стекла, . .
мг/м2 317
Катодная обработка составляет 40% анодной обработки: : - .
Катодный ток, А 0,6
Катодное напряжение, В Ниже 2,0
Плотность электрического тока на катоде,
Кл/м2186
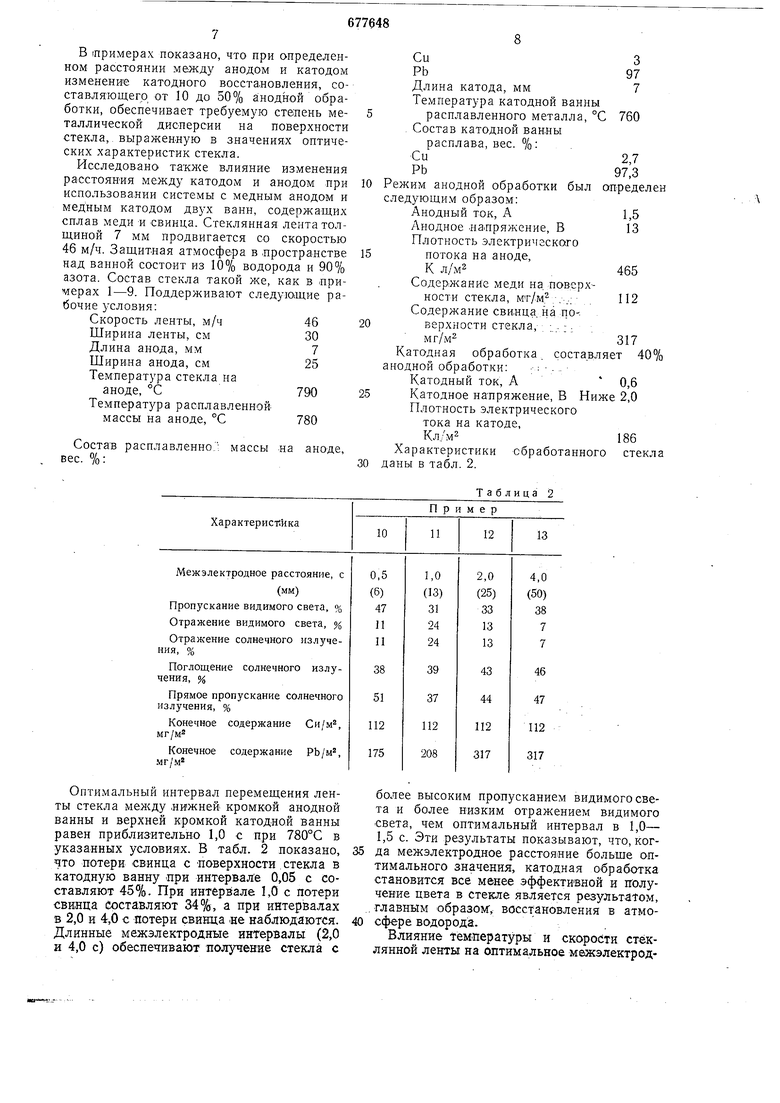
Характеристики обработанного стекла даны в табл. 2.
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного производства поверхностно-модифицированного стекла | 1977 |
|
SU1118285A3 |
| Ограничительный элемент для удержания расплава электропроводящего материала на верхней поверхности ленты стекла | 1968 |
|
SU506287A3 |
| Устройство для модифицирования поверхности ленты стекла | 1974 |
|
SU902660A3 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU302892A1 |
| Способ электролитического получения висмута | 2020 |
|
RU2748451C1 |
| СПОСОБЫ ПОЛУЧЕНИЯ И ВЫЩЕЛАЧИВАНИЯ МЕТАЛЛОВ ИЗ МИНЕРАЛЬНОГО СЫРЬЯ, УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111270C1 |
| Способ получения плоского стеклаНА пОВЕРХНОСТи РАСплАВлЕННОй МЕТАлли-чЕСКОй ВАННы | 1972 |
|
SU824891A3 |
| СПОСОБ НАНЕСЕНИЯ ПРОЗРАЧНОГО ПОКРЫТИЯ | 1985 |
|
RU2057730C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU310444A1 |
| ИСПОЛЬЗУЕМАЯ ПРИ ИЗГОТОВЛЕНИИ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1968 |
|
SU212866A1 |
Оптимальный интервал перемещения ленты стекла меясду нижней кромкой анодной ванны и верхней кромкой катодной ванны равен приблизительно 1,0 с при 780°С в указанных условиях. В табл. 2 показано, что потери свинца с Поверхности стекла в катодную ванну при интервале 0,05 с составляют 45%. При интервале 1,0 с потери свинца Составляют 34%, а при интервалах в 2,0 и 4,0 с потери свинца ве наблюдаются. Длинные межэлектродные интервалы (2,0 и 4,0 с) обеспечивают получение стекла с
более высоким пропусканием видимого света и более низким отражением видимого света, чем оптимальный интервал в 1,0- 1,5 с. Эти результаты показывают, что, когда межэлектродное расстояние больше оптимального значения, катодная обработка становится все менее эффективной и получение цвета в стекле является результатом, главным образом , восстановления в атмосфере водорода.
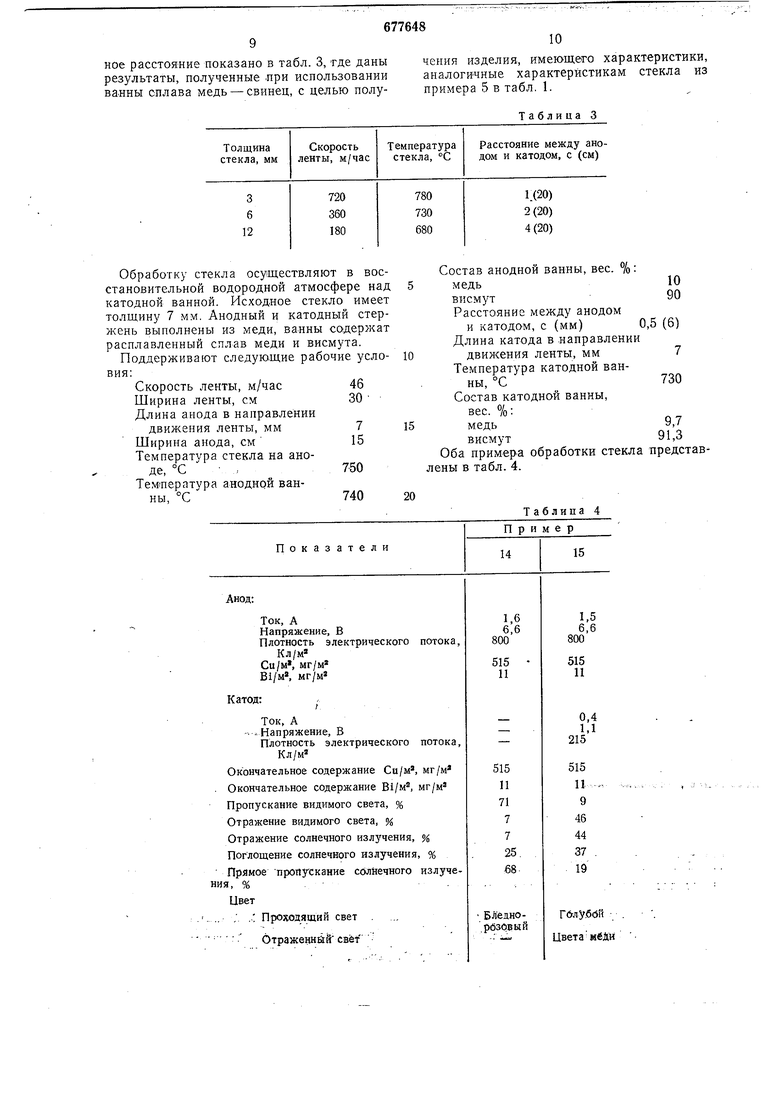
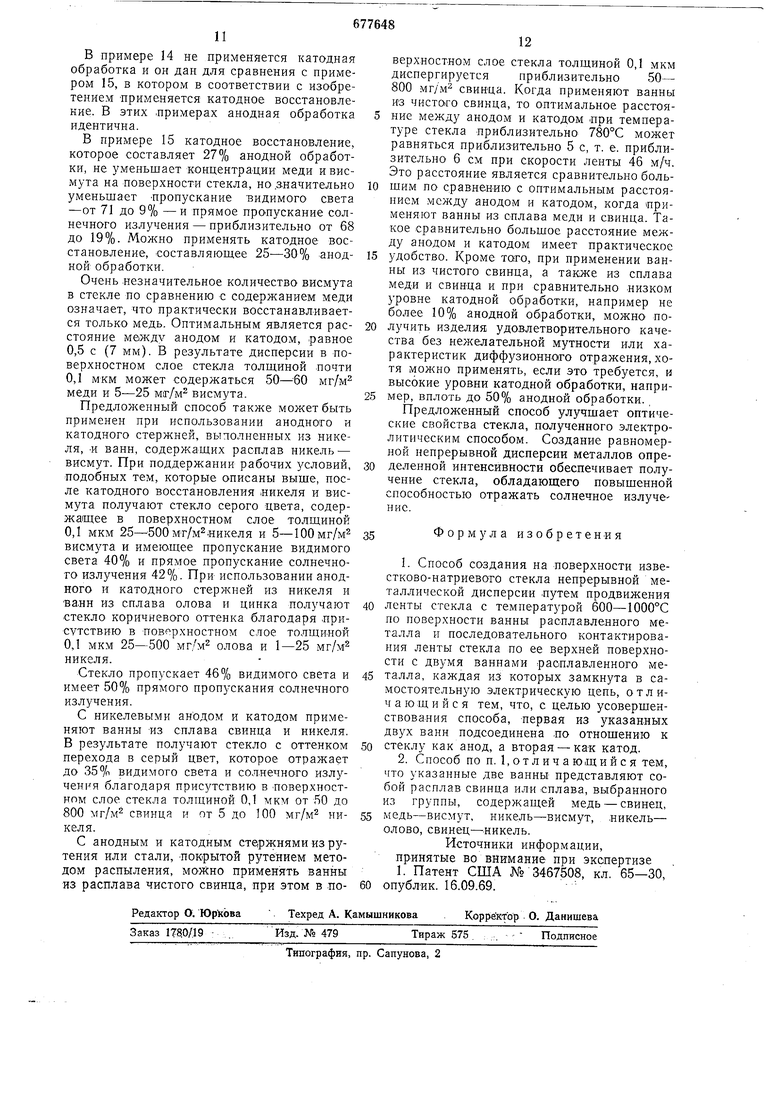
Влияние температуры и скорости стеклянной ленты на оптимальное межэлектродное расстояние показано в табл. 3, тде даны результаты, полученные лри использовании ванны сплава медь - свинец, с цельго полуОбработку стекла осуществляют в восстановительной водородной атмосфере над катодной ванной. Исходное стекло имеет толщину 7 мм. Анодный и катодный стержень выполнены из меди, ванны содержат расплавленный сплав меди и висмута. Поддерживают следующие рабочие условия:Скорость ленты, м/час Ширина ленты, см Длина анода в направлении движения ленты, мм Ширина анода, см Температура стекла на аноде, °С , Тем:пература анодной ванны, °С
чения изделия, имеющего характеристики, аналогичные характеристикам стекла из примера 5 в табл. 1.
Таблица 3
Таблица 4
Пример став анодной ванны, вес. %: висмут Расстояние между анодом и катодом, с (мм)0,5 (6) Длина катода в .направлении движения ленты, мм7 Температура катодной ванны, °С Состав катодной ванны, вес. %: медь висмут а примера обработки стекла представв табл. 4.
