дом - поплавок 6, кинематически связанный с плунжером, например, механически посредством коромысла 15, опирающегося на призму
16и соединенного с поршнем 17 привода (пневматического, гидравлического и т. д.). Устройство для транспортировки форм по поверхности расплава металла в установке па чертежах пе показано.
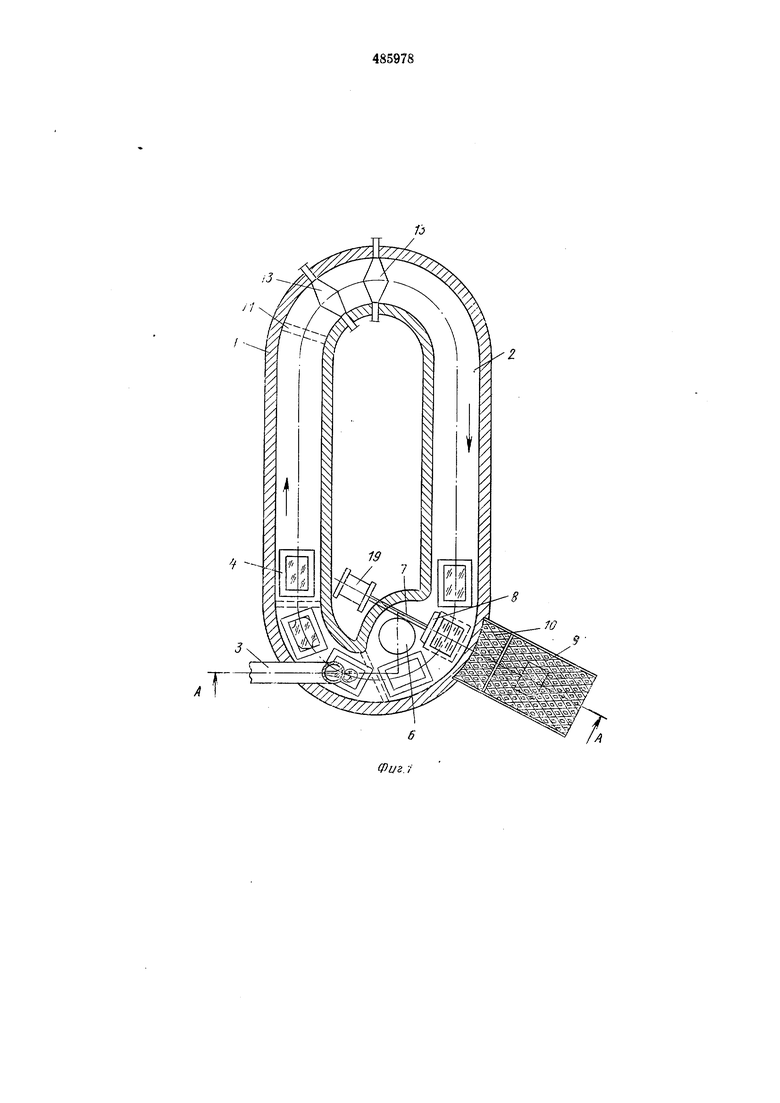
К каналу 2 примыкает устройство газовоздушной подушки 9 с наклонной приемной секгшей 10. Над выходом из ванны имеется электромагнитный индуктор 18, напротив выхода - толкатель 7, соединенный с поршнем 19 привода и снабженный соплом 8. Установка работает следуюш,им образом. Порция стекломассы по лотку 3 поступает из ПИтателя в подготовленную к загрузке форму 4. Формы со стеклом с помошью транспортируюш,его устройства передвигаются вдоль ванны 1. В зоне формования при высокой температуре, обеспечиваемой нагревателями 12, стекломасса растекается но поверхности расплава металла, ограниченной стенками формы, образуя листовое изделие заданных форм и размеров с оплавленными полированными кромками в ванне 1. После формования в ванне 1 нзделия в формах 4 поступают в канал 2, где охлаждаются по заданному режиму. Зона формования изделий отделена от зоны охлаждения перегородками П. Температурный режим в зоне охлаждения регулируется нагревателями 12 и холодильниками 13. В этой зоне нзделия остывают до темнературы начала последуюш,ей тепловой обработки (отжига или закалки). На позиНИИ выгрузки изделий под действием норнгня
17привода плунжер 5 утапливает форму 4 в углубление 14. Для комленсании уровня расплава металла синхронно с ногружением формы 4 осуществляется подъем поплавка 6, погруженного в расплав. За счет значнтельпой разгнщы в коэффициентах расншрення графита и стекла в этой зоне канала 2 между изделнем и формой образуется зазор, благодаря чему при утанливании формы изделие остается на поверхности расплава металла. После погружения формы выталкиванне нзделнй из ванны осуществляет толкатель 7, воздействующий на изделие газовой струей (газ
соответствует атмосфере в ванне), проходящей по полому штоку толкателя и сопла 8. Поддержание необходимой высоты мениска расплава металла иод стенкой ванны в .месте перехода изделия из ванны на подушку производится с помощью индуктора 18. Толкатель выводит изделие из ванны на нриемн ю секцию 10 газовоздушной подушки 9. Угол наклона приемной секции, регулируемый в пределах 1 -15°, зависит от веса и илощади изделий. Газовоздушная подушка 9 служит средством одновременного транспортирования и тепловой обработки изделий (отжиг, закалка). После тепловой обработки изделия поступают на сортировку, уиаковку и т. д. После выхода изделия из ванны ,и возврата толкателя на исходную позицию производится подъем формы и транспортировка ее на нозициЕо загрузки стекломассой, где и заканчивается технологический цикл одной формы. Таким образом, нредлагаемая установка для производства нолированных листовых стеклоизделии позволяет замкнуть технологический цикл производства, тем самым упростить конструктивное исполнение установки и увеличить ее производительность.
Предмет изобретения
1.Установка для изготовления полированных листов стекла, содержащая питатель стекломассы, ванну с кольцевым рабочим каналом, заполненным расплавленным металлом и разделенным перегородками на зоны загрузки, формования, охлаждения и выгрузки изделий, формы для изделий с механизмом их транспортирования по расилаву, устройство для извлечения изделий из форм, отличающаяся тем, что, с целью новышения нроизводительиости и злучшения качества изделий, в дне ванны в последней зоне образовано углубление, а устройство для извлечения издел1ИЙ выполнено в виде плунжера для утаилцвания формы и толкателя изделий с соллами.
2.Установка но п. I, отличающаяся тем, что, с целью поддержания постоянного уровня расплава, в ванне установлен поплавок, связанный с механизмом для утаплнвания форм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления полированных листов стекла | 1980 |
|
SU948903A1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2012 |
|
RU2499772C1 |
| Способ производства утолщенного полированного стекла | 1975 |
|
SU537040A1 |
| Устройство для производства листового полированного стекла | 1977 |
|
SU678849A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2238917C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗОРЧАТОГО ЛИСТОВОГО СТЕКЛА "СТЕСА-БАРОККО" | 1999 |
|
RU2210551C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА | 2005 |
|
RU2302380C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1966 |
|
SU222608A1 |
| Устройство для формования листов стекла | 1975 |
|
SU542733A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |

3s
16 15
Of X
