1
Изобретение относится к производству отливок методо1М литья под давлением в кокиль и жидкой штампоЩКОЙ из UBeTiHbix металлов и сплавов.
Известны устройства для получения отлпвок с внутренними отверстиям1и, у которых в форму устанавливается стержень, имеющий уклон .в направлении съема отливки. После заливки металла в форму и его затвердевания отливка сталки1вается со стержня, образующего в ней отверстие с уклоном. Уклон отверстия удаляется механической обработкой путем снятия стружки.
Недостагком известных устройств для получения отливок с внутренними отверстиями без литейного уклона является наличие дополнительной операции - механической обработки, которая ухудшает качество отливки, т. к. при механической обработке снимается плотная литейная корочка и вскрываются внутренние раковины, что |приводит к ухудщению качества поверхности внутренних отверстий.
Целью изобретения является упрощение технологии получения отливок за счет ликвидации трудоемкой механической операции, и кроме того, повышение чистоты и точности получаемых отливок за счет уплотнения TIOверхностного слоя отливки калибрующим пояском стержня.
Для этого в предлагаемом устройстве формообразующая часть стержня имеет два участка, один из которых, шричмыкающий к хвостовику, выполнен со стандартным литейным уклоном, а другой из обратного уклона и калибрующего пояска.
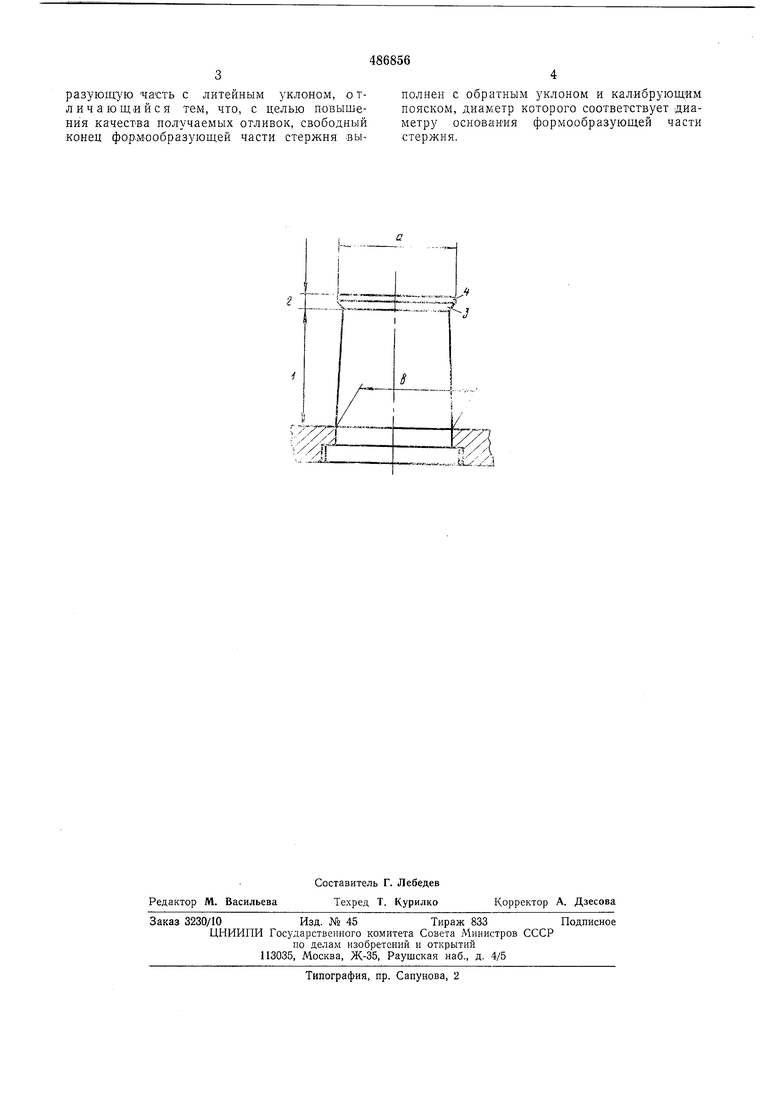
На чертеже схематически изображена конструкция стержня.
Формообразующая часть стержня имеет два участка 1, 2. Уча-сток 1 вьтолнен со стандартным литейным уклоном, а участок 2 состоит из обратного литейного уклона 3 и калибрующего пояска 4. Причем размер а калибрующего пояска равен размеру в основания -стержня.
При отливке детали, имеющей внутреннее отверстие, в полость пресс-формы устанавливается стержень, имеющий участок с обратным уклоном и калибрующим пояском. При сталкивании отливки со стержня происходит удаление литейного уклона за счет уплотнения поверхностного слоя отверстия.
В отливке отверстие получается без литейного уклона и высокой степени чистоты.
Предмет изобретения
Стержень для получения полых отливок,
преимущественно из цветных металлов и
30 оплавов, включающий хвостовик и формообразующую часть с литейным уклоном, о тличающийся тем, что, с целью повышения качества получаемых отливок, свободный конец фор-м-ообразующей части стержня выполнен с обратным уклоном и калибрующим пояском, диаметр которого соответствует диаметру основания формообразующей части стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержень для оформления отверстий в отливках при литье в металлические формы | 1988 |
|
SU1507530A2 |
| Стержень для оформления отверстий в отливках | 1986 |
|
SU1397165A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1294468A1 |
| Кокильная литейная машина | 1949 |
|
SU92839A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1097446A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ), СБОРКА ЛИТЕЙНЫЙ СТЕРЖЕНЬ - ОБОЛОЧКОВАЯ ФОРМА, ЛИТЕЙНАЯ ФОРМА И ОТЛИВКА, ПОЛУЧЕННЫЕ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СТЕРЖНЯ | 2002 |
|
RU2240203C2 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Способ литья под низким давлением | 1973 |
|
SU457538A1 |
| Раструбный стержень для изложницы центробежной машины | 1980 |
|
SU994108A1 |
.iL/;;.il;
