Изобретение относится к литейному производству, в частности к литью под давлением отливок, преимущественно, типа втулок и шайб.
Целью изобретения является повыше- ние качества отливок путем обеспечения регулирования проходного сечения питателя в зависимости от размера отливки.
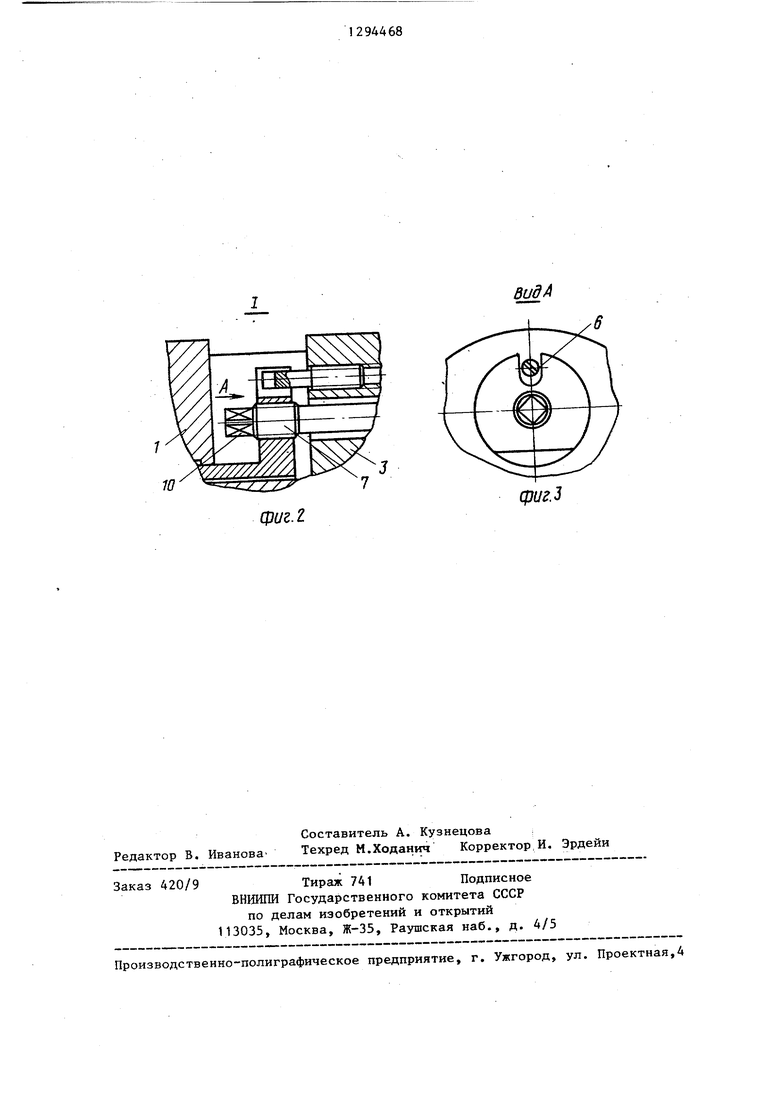
На фиг.1 представлена схематично пресс-форма, общий вид, разрез, на фиг.2 - узел I на фиг.1; на фиг.З - вид А на фиг.2.
Пресс-форма содержит подвижную полуформу 1 с подпружиненным вкладышем 2, оформляющим питатель литниковой системы, и неподвижную полуформу 3 с формообразующей вставкой 4, установленной с возможностью перемещения перпендикулярно плоскости разъема.
В неподвижной полуформе 3 размещен механизм регулирования положения формообразующей вставки, выполненный в виде упора 5 со штифтом 6 и стержня 7, имеющего два участка 8 и 9 с резы бой противоположного направления и установленного с возможностью взаимодействия одним резьбовым участком 8 со вставкой 4, а другим 9 - с упором 5, который имеет возможность взаимо- действия с вкладьшем 2. Стержень 7 имеет хвостовик 10 с лысками под ключ.
пресс-форма работает следующим образом,
При открытой пресс-форме перед запрессовкой расплава ключом за хвостовик 10 вращают стержень 7, который взаимодействует резьбовым участком 8 со вставкой 4, перемещение которой ведет к увеличению или уменьшению размера (высоты Н) отливки, выставляют нужный размер, а вторым резьбовым участком 9 - с упором 5, который перемещается в плоскости, перпендику- лярной плоскости разъема.Производят закрытие пресс-формы. При перемещени подвижной полуформы 1 упор 5 входит во взаимодействие с торцом подпружиненного вкладьш1а 2 и отжимает его в сторону, противоположную перемещению полуформы 1. При полном смыкании вкладыш 2 своей оформляющей питатель поверхностью образует зазор, равный толщине h питателя.
При этом соотношение шагов резьбовых участков стержня 7 позволяет под
держивать постоянное соответствие между высотой Н. отливки и толщиной h питателя.
Это соответствие определяется зависимостью
t, t.
Н h
где
t( t.
-щаг резьбы одного участка;
-шаг резьбы другого участка.
При изменении только высоты отливки отношение т: величина постоянной п
для данного типа сплава и определяется из формулы для подсчета сечения питателя. При переходе на другой размер отливки автоматически устанавливается нужный размер питателя, что обеспечивает качество отливки.
с
5
0
0
Кроме того, снижается трудоемкость изготовления отливок за счет сокращения технологической отладки . пресс-формы.
Формула изобретения
Пресс-форма для литья под давлением, преимущественно отливок типа втулок и шайб, содержащая подвижную и неподвижную полуформы, формообразующую вставку, установленную с возможностью перемещения в направлении, перпендикулярном плоскости разъема полуформ, литниковую систему с питателем и механизм регулирования положения формообразующей вставки, отличающаяся тем, что, с целью повышения качества отливок путем обеспечения регулирования проходного сечения питателя в зависимости от размера отливки, она снабжена подпружиненным вкладьш1ем, оформляющим питатель и установлеНньм в подвижной полуформе, а механизм регулирования положения формообразующей вставки выполнен в виде стержня с двумя резьбовыми участками, имеющими резьбу противоположного направления, связанного одним резьбовым участком с формообразующей вставкой, и упора, связанного с вторьш резьбовым участком и взаимодействующего с подпружиненным вкладьшем, при этом стержень и формообразующая вставка установлены в неподвижной полуформе.
w
фиг. г
сриг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением образцов и проб | 1983 |
|
SU1101328A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Пресс-форма для литья под давлением | 1986 |
|
SU1359064A2 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| Пресс-форма для литья под давлением отливок с наружной резьбой | 1984 |
|
SU1222409A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU829331A1 |
Изобретение относится к литейному производству, в частности к литью под давлением отливок преимущественно типа втулок и шайб. Целью изобретения является повышение качества отливок путем обеспечения регулирования проходного сечения питателя в зависимости от размера отливки.При переходе на получение отливки другой высоты Н стержень 7 поворачивают за хвостовик 10, при этом посредством резьбового участка 8 вставка 4,оформляющая отливку, перемещается на заданную величину в ту или иную сторону. Посредством резьбового участка 9, имеющего резьбу противоположного направления, перемещается и упор 5,взаимодействующий с вкладышем 2. При закрытии пресс-формы упор 5 отжимает вкладыш 2, который устанавливает требуемую толщину h питателя. Соотношение шагов резьбовых участков равно соотношению высоты отливки и толщины питателя. 3 ил. Ё (Л 2 7 фиг.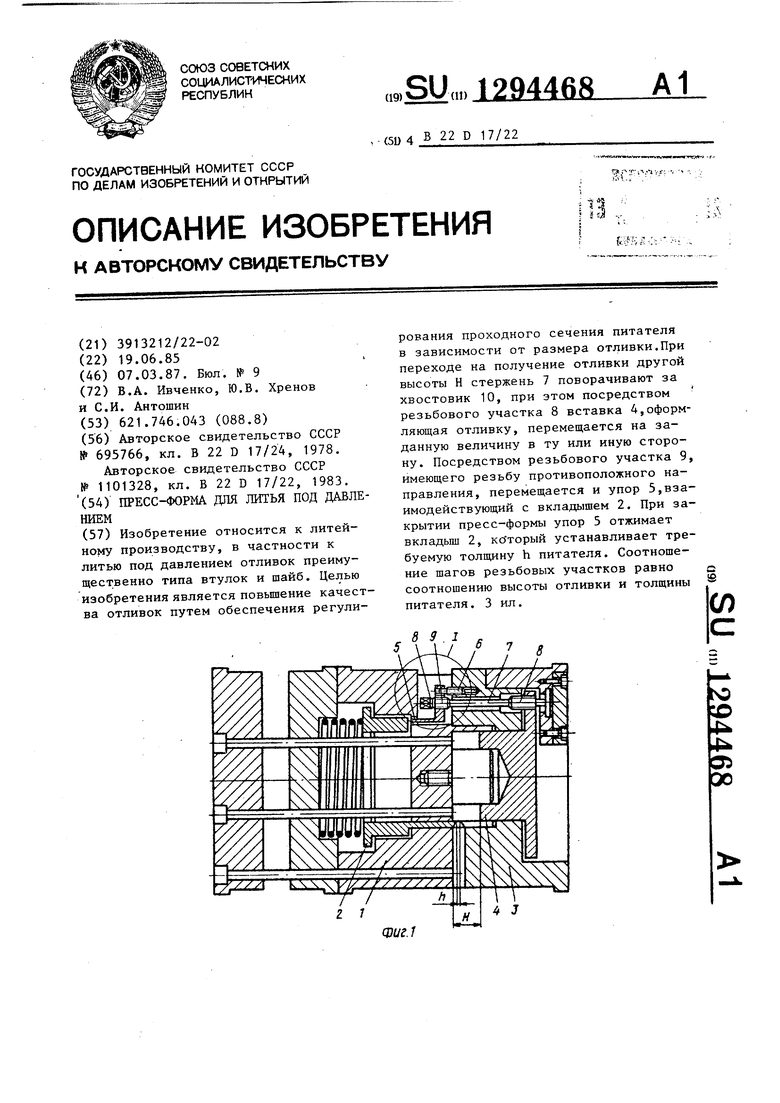
Редактор В. ИвановаСоставитель А. Кузнецова.
Техред М.Ходанич Корректор, И, Эрдейи
420/9
Тираж 741 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| Пресс-форма для литья под давлением | 1978 |
|
SU695766A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для литья под давлением образцов и проб | 1983 |
|
SU1101328A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
