Например, при увеличе}П1и начального диаметра обработки в т раз з т раз увеличивают напряжение задатчика скорости резания Уу, при этом начальная скорость вращения двигателя остается прежней (см. формулу 1). Одновременно обороты шпинделя Пши. снижают механическим регулятором в т раз для обеспечения условия
-Ь-Лшп сопз1
Недостатком известного устройства является то, что при установке инструмента и при его замене изменяется вылет резца. Это приводит к изменению положения суппорта и связанного с ним кинематически датчика диаметра, нарушая жесткое соотношение между диаметром обработки и положением датчика. Компенсировать вылет резца приходится механическими способами, например дополнительным поворотом сельсина, что неудобно в эксплуатации и снижает производительность из-за дополнительных потерь времеии на переналадку.
Другим недостатком является необходимость применения блока умпол епия, в котором один из сомножителей - сигнал датчика диаметра, меняется в широком диапазоне, соответствующем изменению диаметров всей гаммы деталей, подлежащих обработке на станке.
Это приводит к усложнению блока умножения, а также снижает точность перемножения и, следовательно, точность поддержания скорости резания.
Предлагаемое устройство устраняет указанные недостатки.
Это достигается тем, что с целью компенсации вылета инструмента между вторичными обмотками сельсина-датчика включены крайние точки сдвоенного потенциометра, причем угол поворота движков пропорционален величине вылета инструмента.
С целью упрощения устройства и повышения точности к обмотке возбуждения сельсина подключен задатчик диаметра обработки.
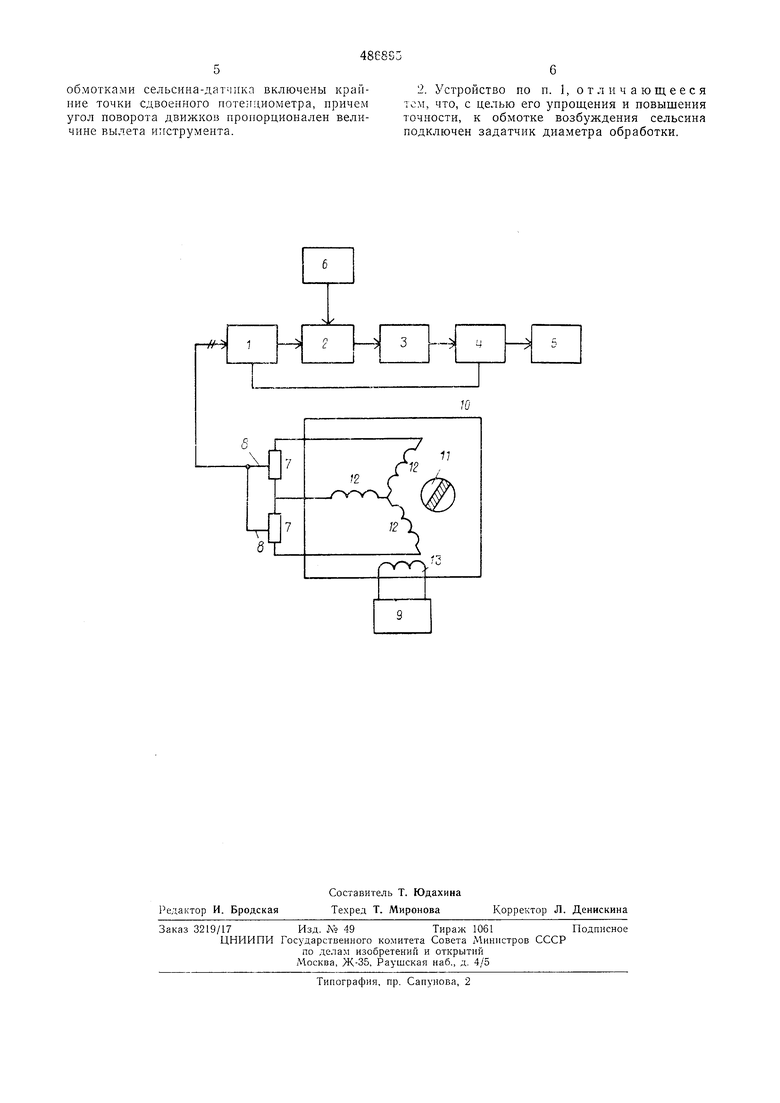
На чертеже представлена блок-схема предлагаемого устройства.
Устройство содержит блок умножения 1, блок сравнения 2, усилитель 3, электропривод 4, механический регулятор 5, задатчик скорости резания 6, сдвоенный потенциометр 7 с движками 8, задатчик диаметра обработки 9 и сельсин 10 - датчик положении суппорта, включающий ротор 11, кинематически связанный с суппортом станка, трехфазную статорную обмотку 12 и обмотку возбуждения 13. Устройство работает следующим образом. Между движками 8 потенциометра 7, включенного на выходе датчика положения суппорта 10, формируется напряжение t/n, пропорциональное диаметру обработки D и напряжению возбуждения сельсина /7в, поступающему на его обмотку 13 с задатчика диаметра 9:
Ув /СгД- /в, где /Ci - коэффициент пропорциональности.
Изменение вылета резца приводит к дополнительному поворотуротора И сельсина 10, что вызывает изменение напряжения Оц за счет изменения его фазы. При этом работа системы нарущается.
Поворотом движков 8 потенциометров 7 на угол, пропорциональный изменению фазы напряжения L/D, можно скомпенсировать изменение напряжения t/D и, таким образом, совместить необходимый диаметр обработки с сигналом сельсина.
Наиряжение t/o поступает на один из входов блока умножения 1. На его второй вход подается напряжение, пропорциональное скорости вращения двигателя Пдв, охватывая общей обратной связью последовательно блок умножения 1 и через блок сравнения 2 усилитель 3 и электропривод 4. На второй вход блока сравнения 2 с задатчика скорости резания 6 поступает напряжение задания скорости резания.
При этом в системе регулирования с достаточной степенью точности обеспечивается равенство Uo.
В отличие от известного устройства, напряжение Lv не регулируется при изменении начальных диаметров обработки, величина его определяется требованиями технологии.
Настройка на начальный диаметр обработки D производится задатчиком диаметра обработки 9 таким образом, чтобы началу обработки всегда соответствовало одно и тоже напряжение Ьо, независимо от начального диаметра обтачиваемой детали.
Настройка скорости шпинделя при различных начальных диаметрах обработки осуществляется механическим регулятором 5.
Поэтому кратность изменения напряжения UD, поступающего па один из входов блока умножения 1, в режиме поддержания постоянной скорости резания относительно невелика и определяется отношением максимального и мипимального диаметров обрабатываемой детали.
В результате упрощается блок умножения ii может быть повышена точность поддержания постоянной скорости резания.
Предмет изобретения
1. Устройство для поддержания постоянной скорости резания, например, на токарном станке, обеспечивающее постоянство диапазона регулирования скорости главного привода при обработке геометрически подобных деталей, содержащее последовательно включенные датчик положения суппорта, например сельсин, блок перемножения напряжения датчика положения суппорта и напряжения, пропорционального скорости вращения двигателя главного движения, блок сравнения напряжений задатчика скорости резания и блока перемножения, усилитель, электропривод главного движения и механнческий редуктор, о т л и ч а ю щ е е с я тем, что с целью компенса ции В1 1лета инструмента, между вторичными
обмотками сельсина-датчика включены крайние точки сдвоенного потенциометра, причем угол поворота движков пропорционален величине вылета инструмента.
2. Устройство по п. 1, отличающееся тем, что, с целью его упрощения и повышения точности, к обмотке возбуждения сельсина подключен задатчик диаметра обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления токарнымСТАНКОМ | 1979 |
|
SU830314A1 |
| Устройство для управления станком | 1981 |
|
SU970322A1 |
| Устройство для поддержания постоянной скорости резания при торцевой обработке изделий на станках | 1975 |
|
SU540720A1 |
| Аналого-цифровое устройство для управления токарным станком | 1980 |
|
SU947830A1 |
| Устройство для поддержания постоянной скорости резания | 1979 |
|
SU875338A1 |
| Устройство для дифференциального контроля усилий резания на двухсуппортных металлорежущих станках | 1974 |
|
SU487717A1 |
| Многодвигательный электропривод постоянногоТОКА для пОТОчНОй лиНии C пЕРЕМАТыВАю-щиМ МЕХАНизМОМ | 1979 |
|
SU851721A1 |
| Устройство для поддержания постоянной скорости резания | 1983 |
|
SU1253759A1 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ПОСЛЕДУЮЩИМ АВТОМАТИЧЕСКИМ ОБЕСПЕЧЕНИЕМ ЗАДАННОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА И КАЧЕСТВА ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104143C1 |
| Устройство для поддержания постоянной скорости резания при торцевой обработке | 1981 |
|
SU1054020A1 |
