112
Изобретение относится к станкостроению и может быть применено в металлорежущих станках, например то- карнокарусельных, в устройствах автоматизации регулирования скорости вра- щения главного электропривода при изменении диаметра обработки изделия.
Цел ь изобретения - упрощение конструкции за счет конструкции блока коррекции и способа его подключения к системе управления.
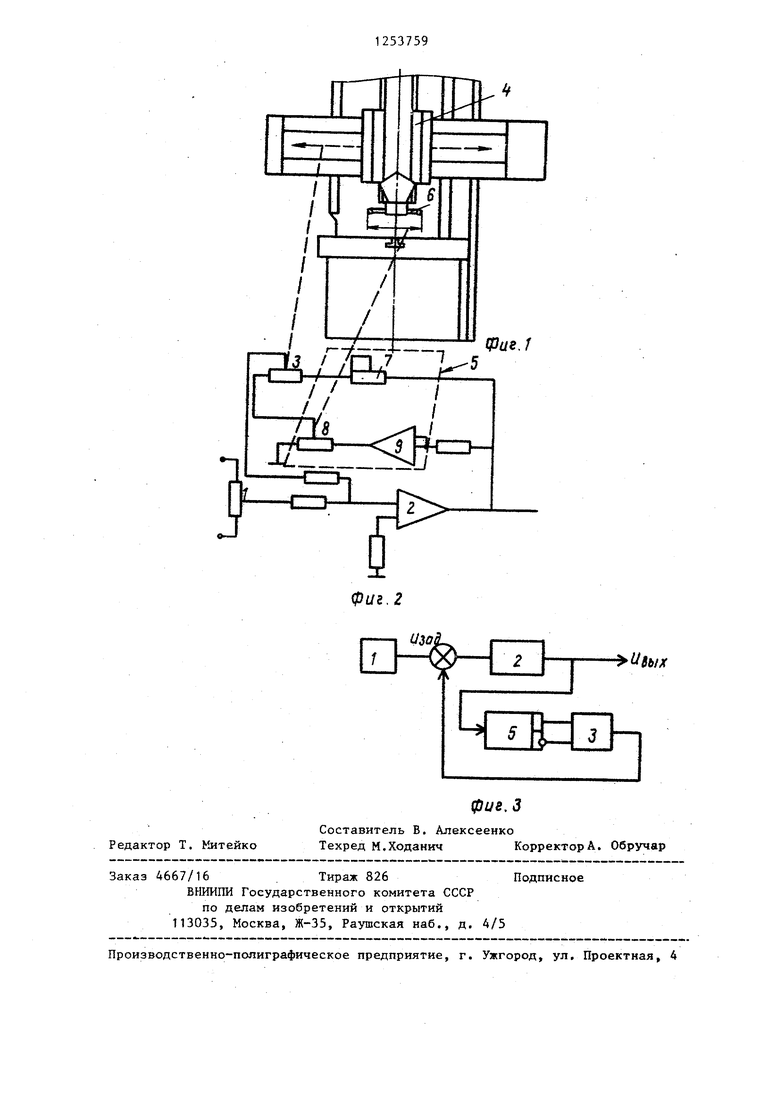
На фиг. 1 изображен токарно-кару- сельный станок общий вид; на фиг. 2 - пример реализации устройстваJ на
фиг. 3 - структурная схема устройства.15 датчиком 3 положения суппорта, блок
25
Устройство содержит задатчик 1 скорости привода, соединенный с регулятором 2 скорости электропривода главного движения и датчиком 3 положения рабочего органа 4 (суппорта) на 20 переменном резисторе. Выход регулятора 2 скорости связан с входом блока 5 коррекции местоположения режущей кромки инструмента 6. Блок 5 коррекции предназначен для ввода величины и знака вылета инструмента 6 относительно оси суппорта 4. Выходы блока 5 коррекции (прямой и инверсный) соединены с соответствук цими входами датчика 3 положения рабочего органа 4. Блок 5 коррекции выполнен в виде двух переменных резисторов 7,8 и инвертирующего операционного усилителя 9.
Задатчик скорости резания., выполненный на переменном резисторе с линейной характеристикой, установлен на пульте управления металлорежущего станка, в частности токарно-карусель- ная ткала узла поворота его програду- ирована в единицах скорости резания (м/мин).
5 коррекции оказывается практически закороченным и поэтому коэффициент передачи регулятора 2 скорости определяется только датчиком 3 положения суппорта, т.е. если принять, что Удрд Vpp frDtj; К, постоянная входной цепи регулятора скорости, К - постоянная цепи задатчика положения, то имеем
К, К,
30
35
Т
Uebu Dn --- .Dn ---
C-h
где С коэффициент пропорциональности.
При несовпадении режущей кромки инструмента с осью привязки датчика 3 положения суппорта на величину X имеем
Vu -|;pи, следовательно,
этом случае блок 5 коррекции из
меняет обратную связь регулятора 2 скорости таким образом, что отношени
40
К, D
,
блока 5 коррекДатчик 3 положения установлен на суппорте станка и при помощи кулачка через реечно-шестеренчатую передачу следит за положением суппорта относительно оси вращения обрабатываемой детали. Блок 5 коррекции режущей кромки инструмента 6 выполнен в виде сдвоенных переменных резисторов 7 и 8, установлен на пульте управления, шкала поворота которых проградуиро- иана в миллиметрах возможного вылета режущих кромок инструмента 6 относительно оси суппорта т.е. инструмента, установленного в центре, и имеет как положительные, так и отрицательные значения.
Известными средствами, например штангенциркулем, перед обработкой измеряется вылет инструмента относительно оси суппорта, и эта величина устанавливается на блоке 5 коррекции со знаком плюс, если инструмент установлен слева от оси суппорта 4, и со знаком минус, если справа от последней, Задатчиком 1 скорости привода устанавливается необходимая скорость резания (м/мин). При совпадении кромки режущего инструмента с осью суппорта, т.е. когда обрабатываемый диаметр точно определяется
5 коррекции оказывается практически закороченным и поэтому коэффициент передачи регулятора 2 скорости определяется только датчиком 3 положения суппорта, т.е. если принять, что Удрд Vpp frDtj; К, постоянная входной цепи регулятора скорости, К - постоянная цепи задатчика положения, то имеем
К, К,
Т
Uebu Dn --- .Dn ---
C-h
где С коэффициент пропорциональности.
При несовпадении режущей кромки инструмента с осью привязки датчика 3 положения суппорта на величину X имеем
Vu -|;pи, следовательно,
этом случае блок 5 коррекции из-
меняет обратную связь регулятора 2 скорости таким образом, что отношение
где
К, D
,
постоянная ции.
этом случае D -(- X
вьи
и
K,D-t-K,
блока 5 коррекп С.п, т.е.
BbIS
п.
Напряжение на датчике 3 положения определяется в данном случае положениями переменных резисторов 7 и 8 блока 5 коррекции в зависимости от выходного напряжения регулятора 2 скорости.
Введение такой коррекции позволяет компенсировать погрешность, вызванную несовпадением режущей кромки инструмента с осью привязки датчика положения.
фие, 3
Составитель В. Алексеенко
Редактор Т. Митейко
Техред М.Ходанич
Заказ 4667/16 . Тираж 826
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 2
Корректор А. Обручар
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления копированием | 1978 |
|
SU772818A1 |
| Устройство для поддержания постоянной скорости резания при торцевой обработке изделий на станках | 1975 |
|
SU540720A1 |
| Устройство для управления станком | 1981 |
|
SU970322A1 |
| Аналого-цифровое устройство для управления токарным станком | 1980 |
|
SU947830A1 |
| Регулятор положения инструмента относительно токопроводящей поверхности | 1985 |
|
SU1315190A1 |
| Система управления процессом резания | 1982 |
|
SU1084734A1 |
| Адаптивная система управления станком | 1978 |
|
SU744469A1 |
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
| Устройство для поддержания постоянной скорости резания | 1974 |
|
SU486895A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с ЧПУ | 1981 |
|
SU1020205A1 |

| Фоллпрехт | |||
| Я | |||
| и др | |||
| Управление металлообрабатывающими станками | |||
| М.: Машиностроение, 1983, с | |||
| Способ получения древесного угля | 1921 |
|
SU313A1 |
