нижнее ноложенне, а также для управления подачей воздуха в верхнюю полость пневмоцилиндра 4. Этот узел имеет поворотный рычаг 30, электромагнит 31, предохранительную чеку 32, возвратную пружину 33 и концевой выключатель 34. Справа на станине 1 установлен пульт управления 35, а слева пневмопанель 36 и гильотина 37, имеющая нож 38 и пружины 39. На передней части станины 1 расположены верхние и нижние кнопки управления 40 движением головки 6 и плиты-фиксатора 21. Под блоками матриц 16 и 17 имеется поддон 41 для сбора отходов после вырубки заготовок.
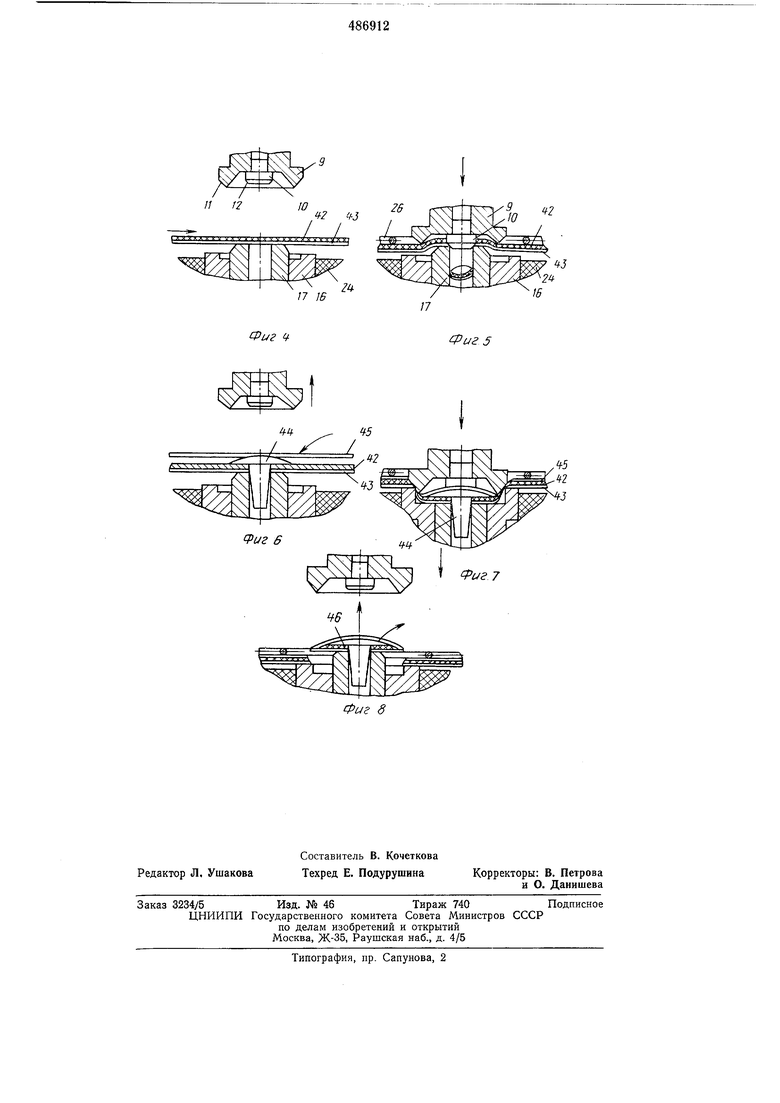
Устройство работает следующим образом. Адгезивный материал 42 в виде тонких листов, завернутых в рулон с полиэтиленовой прокладкой 43, с валков 2 подают между ножами гильотины 37 и укладывают сверху на блок матриц 17. Сверху на материал опускают прижимную решетку 26, затем нажатием верхних кнопок управления 40 включают электромагнит 31 узла фиксатора, который рычагом 30 втягивает предохранительную чеку 32 внутрь станины 1, освобождая путь беспрепятственному опусканию подвижной головки 6. Одновременно включается концевой выключатель 34 и сжимается возвратная пружина 33. От концевого выключателя 34 подается сигнал в пневмопанель 36, которая включает подачу сжатого воздуха в верхнюю полость пневмоцилиндра 4 и в переднюю полость пневмоцилиндра 20. При этом плитафиксатор 21 перемещается так, что отверстия в ней смещаются относительно упоров 19, в результате чего блок матриц 17 упорами 19 опирается на поверхность плиты-фиксатора 21. Как только головка 6 опустится, режущая кромка 12 пуансона 10, взаимодействуя с режущей кромкой 29 матрицы 17, вырубает первые малые концентрические контуры в заготовке. Одновременно с этим упор 13 входит в контакт с гильотиной 37, сжимает пружины
39, и нож 38 отрезает от общего рулона определенный отрезок материала с вырубленным в нем комплектом отверстий (по количеству пуансонов). Затем головку 6 отводят вверх, отпуская кнопки управления 40, при этом сжатый воздух поступает в нижнюю полость пневмоцилиндра 4 и заднюю полость нневмоцилиндра 20, в результате чего плита-фиксатор перемещается в положение, при котором отверстия, выполненные в ней, оказываются под упорами 19. Оператор в вырубленные отверстия вставляет детали 44, сверху на эти детали накладывают материал 45, располагая его также между ножами гильотины, а затем прижимной рещеткой зажимают материал и нажимают нижние кнопки уцравления 40. Взаимодействие частей узла фиксатора и опускание головки 6 повторяется, далее пуансоны 10 нажимают на детали 44, которые вместе с матрицей 17 и подпружиненной плитой 18 опускаются, упоры 19 входят в отверстия плиты-фиксатора 21, а режущие кромки 11 пуансона 9, прорубая материал 45, 43, 42, входят в контакт с режущей кромкой 28 матриц 16. В результате этого происходит вырубка заготовок 46 по большим концентрическим контурам. Затем вырубленные заготовки и отходы материала удаляются, и цикл работы повторяется.
Предмет изобретения
Устройство для вырубки заготовок из листовых пластичных материалов, содержащее смонтированные на станине узел подачи материала, корпус с расположенным в нем блоком матриц и подвижную головку с пуансонами, отличают,ееся тем, что, с целью обеспечения вырубки заготовок по нескольким концентрическим контурам, устройство снабжено дополнительным блоком матриц, смонтированным в корпусе на подпружиненной плите, несущей упоры, взаимодействующие с расположенной под ней плитой-фиксатором.
4
fus /
вид А
Фиг 2
аг J
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ ВЫРУБКИ ЗАГОТОВОК | 1973 |
|
SU361098A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ШЕСТИГРАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО ПРОКАТА | 1992 |
|
RU2030944C1 |
| Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм | 2022 |
|
RU2791117C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛИСТОВЫХ НОЛИМЕРНЫХ МАТЕРИАЛОВ | 1968 |
|
SU422623A1 |
| Устройство для вырубки заготовок из полосового материала | 1981 |
|
SU1011388A1 |
| ШТАМП ДЛЯ ВЫРУБКИ | 2005 |
|
RU2297296C1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ С СИНХРОНИЗАТОРОМ ШАГА ПЕРФОРАЦИИ | 2005 |
|
RU2317172C2 |
| Автомат для изготовления жетоновиз лЕНТы | 1976 |
|
SU816609A1 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |



Фиг
