1
Изобретение относится к расфасовочноупаковочному оборудованию для объемного дозирования и расфасовки сыпучих продуктов с уиаковкой в иакеты.
Известные устройства для упаковки сыиучих продуктов в пакеты содержат рулонодержатель, приспособление для складывания ленты пополам, механизм для выравнивания кромок ленты, механизм для образования вертикальиых и горизонтальных швов на ленте, имеющий рычаги со сварочными «олодками, дозатор с воронкой, механизм для пошагового перемещения ленты и ножницы.
Такие устройства неудобны тем, что усложнено заполнение иакета продуктом и деформируется пакет при применении бумаги малой жесткости.
Для повышения надежности устройства в работе и обеспечения возможности использования упаковочного материала различной жесткости предложеио рычаги со сварочными колодками для образования вертикального шва снабдить дополнительным приводом, например нневмокамерой, для перемещения их в направлении перемещения ленты, а воронку устаиовить между колодками для образоваиия вертикального и одного из горизонтальных швов. При этом торец ее горловины расположить выше верхних торцов колодок для образования вертикального шва.
Кроме того, с целью изменения величины раскрытия полости пакета, дополнительный иривод сиабжеи механизмом плавиой регулировки хода, а горловина воронки имеет плоскопараллельные стенки.
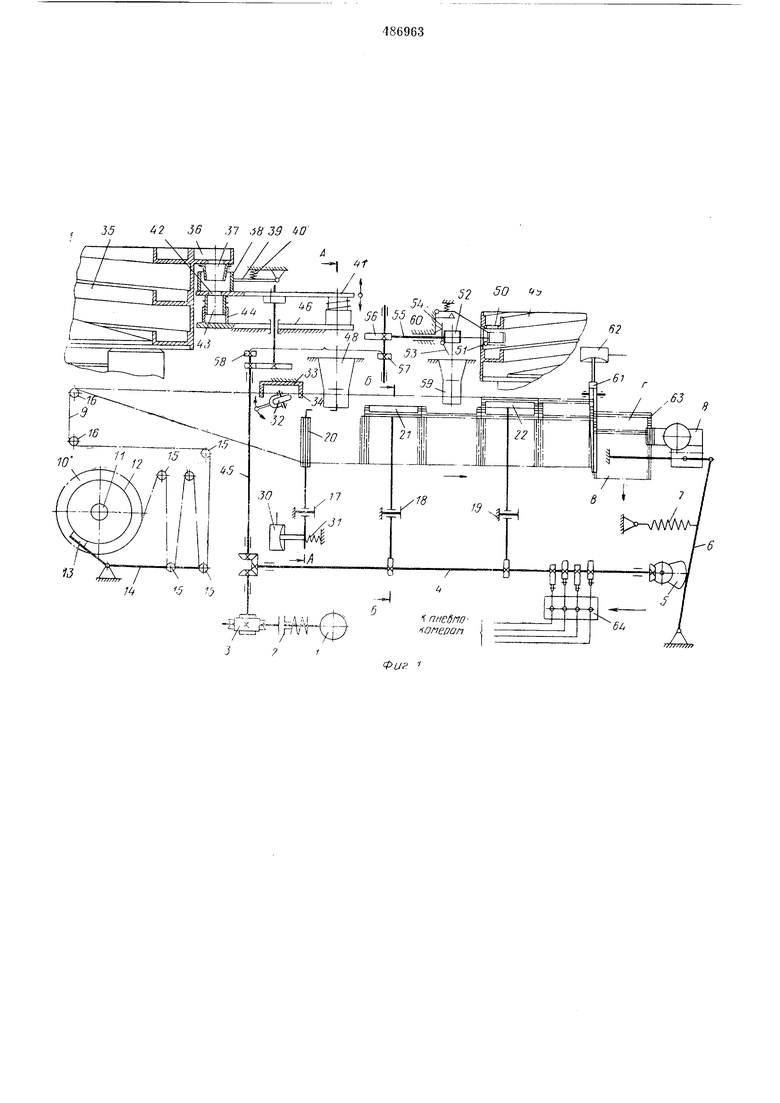
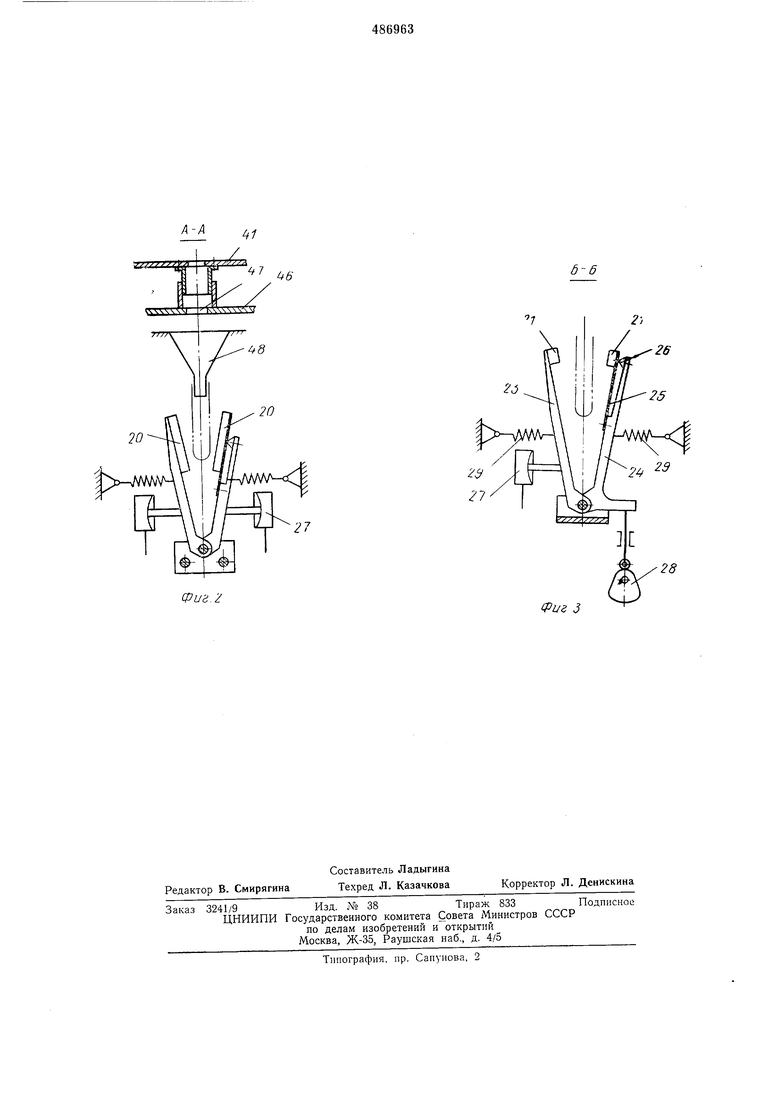
На фиг. 1 схематично изображено нредлагаемое устройство; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1.
Устройство содержит электропривод 1 с предохранительной муфтой 2 и червячным редуктором 3, который через расиределнтельный вал 4 и систему: кулак 5, рычаг 6, пружину 7 связаи с лентопротяжным механизMOM 8.
Для равномерной размотки упаковочной ленты 9 с рулона 10 и постоянного ее натяжения имеется размоточный механизм, состоящий из вала 11 с тормозиым диском 12, взаимодействующим с тормозной колодкой 13, укреиленной на рычаге 14, на котором установлены натяжные ролики 15. Для направления ленты служит система направляющих роликов 16. Для образования вертикальиых и горизонтальных щвов установлены через шаг (шаг равен ширине пакета) три термосварочных механизма 17, 18, 19.
Каждый механизм снабжен парой симметричных по профилю сварочных колодок 20,
21, 22, закрепленных на нодвижных рычагах
23 и 24, причем одна колодка относительно рычага закреплена ненодвижно, а другая - подвнжно, например, на нлоской пружине 25. а силовое воздействие на колодку при этом передается через точечный упор 26. Каждая пара взаимодействующих колодок на рабочей поверхности имеет рифления.
Для образования швов рычаги снабжены или двумя пневмокамерами -27, как в термосварочном механизме 17, или одной пневмокамерой 27 и кулачком 28, как в термосварочных механизмах 18 и 19. Пружины 29 служат для возврата рычагов в первоначальное положение. Пневмокамера 30, взаимодействующая с пружиной 31, служит для дополнительного перемещения механизма 17 в направлении движения ленты.
Перед механизмом 17 расположен узел выравнивания кромок сложенной упаковочной ленты, состоящий из двух пар взаимодействующих между собой подпружиненных роликов 32, установленных под регулируемым углом к направлению перемещения ленты, и кронщтейна 33 с двумя парами выступов, имеющих параллельно расположенные упорно-направляющие щели 34.
Чаща 35 бункера для образования больщой дозы сыпучего продукта снабгкена наружным кольцевым лотком 36 с выходным патрубком 37, свободно входящим в промежуточный цилиндр 38, подвижно закрепленный в вилке 39, которая находится под постоянным воздействием пружины 40.
Поворотный транснортнодозирующий диск 41 имеет несколько отверстий 42, концентрично с которыми закреплены дозаобразующие чащкп в виде двух телескопнческих стаканов 43 и 44. Поворотный диск 41 через зубчатую передачу с передаточным числом, равным количеству отверстий 42, и вал 45 связан с электронриводом 1.
Соосно с поворотным диском 41 установлен неподвижный диск 46, в котором имеется одно отверстие 47 для подачи в воронку 48 дозы сыпучего продукта.
Чаща 49 вибрационного дозирующего устройства для образования малой дозы имеет в верхнем лотке отверстие 50, а в боковой стенке чащи между лотками под отверстием 50 выполнено окно 51 для ввода под отверстие 50 дозирующей чащки 52 с откидным дном 53 и качающимся скребком 54.
Дозирующая чащка 52 закреплена на щтоке 55, который кинематически связан через кулачок 56, зубчатые передачи 57, 58, вал 45 с электроприводом 1. Для открытия откидного дна 53 дозирующей чащки 52 над воронкой 59 служит упор 60. Через щаг от колодок 22 установлены ножницы 61 с силовым пневматическим приводом 62 для отделения готового зафасованного пакета 63 от упаковочной ленты 9. Для управления всеми пневмокамерами установлен золотниковый воздухораспределитель 64.
Устройство работает следующим образом. Лентопротя/кный механизм 8 под воздействием системы: кулачок 5, рычаг 6, пружина 7 нередЮщает заправленную лепту 9 на щаг,
равный щирине пакета 63. При этом лента, натягиваясь, поднимает рычаг 14, а торлмозная колодка 13 освобождает рулон 10, который разматывается до тех пор, пока рычаг 14 не опустится под действием собственного
веса до соприкосновения тормозной колодки 13 с тормозным диском 12.
После остановки ленты параллельно формуется полость пакета, заполняется, отмеренной дозой и отрезается готовый пакет.
Формование нижней В и верхней Г полостей пакета происходит с помощью термосварочных механизмов 17, 18, 19. Под воздействием пневмокамер 27 и кулачков 28 рычаги 23 и 24 перемещаются до взаимодействия
симметричных по профилю сварочных колодок 20, 21, 22.
Пара вертикальных колодок 20 образует вертикальный щов нижней полости, пара горизонтальных колодок 21 - нижний горизонтальный щов верхней полости, а горизонтальные колодки 22 - верхний горизонтальиый щов верхней полости пакета. Горизонтальные колодки 21 с U-образным рабочим профилем образуют предварительный карман
верхней полости пакета. Колодки 22 с П-образным рабочим профилем заваривают полностью зафасованный пакет.
Одновременно со сваркой производится заполнение предварительно сформованных
полостей пакета отмеренными дозами сыпучих продуктов.
Заполняется нижняя полость пакета из воронки 48, горловина которой находится внутри сложенной упаковочной лепты, несколько выще верхнего торца вертикальных сварочных колодок. В момент заполнения механизм 17 вертикального щва под воздействием пневмокамеры 30 перемещается вдоль направления движения ленты, увеличивая
объем нижней полости засыпаемого пакета.
Образование больщой дозы сыпучего продукта производится с помощью бункернодозирующего устройства следующим образом. Поток сыпучего продукта через отверстие
в лотке 36 и патрубок 37 заполняет дозирующие чащки через промежуточный цилиндр 38 и отверстие 42 в поворотном диске 41. При этом над дозирующими чащками образуется запас сыпучего продукта в несколько доз,
что повыщает надежность дозообразования. При вращении поворотного диска 41 отсеченная доза во время прохождения над отверстием 47 высыпается в полость паке- а. Образование меньщей дозы сыпучего продукта
осуществляется с помощьк) другого бункернодозирующего устройства.
Через окно 51 в боковой стенке чаши 49 дозирующая чащка 52 вводится под поток сыпучего продукта, который заполняет ее с
переполнением. При обратном движении чащки 52 качающийся скребок 54, снимая избыток продукта, возвращает его обратно в чашку 49, обеспечивая при этом определенную дозу. При движении штока 55 в обратном направлении выступ откидного диа 53, наталкиваясь на упор 60, открывает дозирующую чашку 52, и образованная доза засыпается через воронку 59 в верхнюю полость пакета.
Отрезается готовый зафасоваиный пакет 6Я ножницами 61. После отделения пакета захваты лентопротяжного механизма 8 открываются, и пакет 63 выпадает на лоток выдачи. Зател механизм 8 пепемещается в крайнее левое положение для повторного захвата свободного копна ленты. В этот момент прзжины 29 разводят рычаги сварочных механизмов, колодки освобождают лепту 9, лентопротяжный механизм 8 снова перемещает ленту на niar, и цикл работы устройства повторяется.
Предмет и з о б р е т е н и я
1, Устройство для упаковки сыпучих продуктов в пакеты, содержащее рулонодержатель, приспособление для складывания ленты
пополам, мехапизм для выравнивания кромок ленты, механизм для образования вертикальных и горизонтальных щвов на лекте, имеющий рычаги со сварочными колодками,
дозатор с воронкой, механизм для пошагового перемещения ленты и ножницы, отличающееся тем, что, с целью повышения надежности устройства в работе и обеснечепия возможности использования упаковочного материала разлнчной жесткости, рычаги со сварочнымт колодками для образования вертикального щва снабжены дополнительным приводо ч, например пиевмокамерой, для перемеи ення их в направлении переме1цения ленты,
а воронка установлена между колодками для образования вертикального и одного из горизонтальных тивов. при этом торец ее горловины расположен выше верхних торцов колодок для образовантя вертикального шва.
2. Уст-ройство но п. 1, отличающееся тем, что, с целью изменения величины раскрытия нолости пакета, дополнительный привод снабжен механизмом нлавной регулировки хода.
3. Устройство но н. 1, отличаю щ е е с я тем, что горловина воронки имеет плоскопараллельные стенки. J6 J7 .)8 33 ttO 52 50
А-А
Фиг.2
6-6
28
Фиг J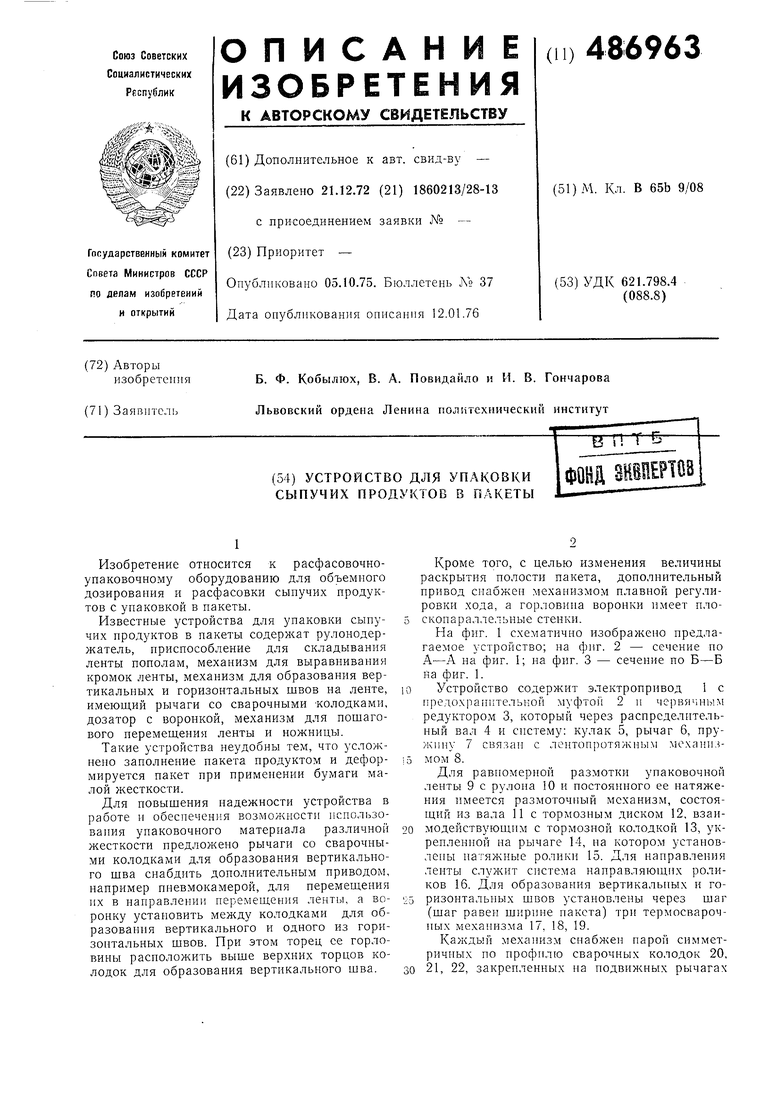
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки сыпучих продуктов в пакеты из ленточного термопластичного материала | 1978 |
|
SU745776A1 |
| Устройство для упаковки сыпучих продуктов в пакеты из ленточного термопластичного материала | 1978 |
|
SU745775A1 |
| Устройство для упаковки сыпучих продуктов в пакеты | 1977 |
|
SU686939A1 |
| Устройство для изготовления,наполнения и запечатывания мешков из термосклеивающегося материала | 1980 |
|
SU925767A1 |
| Устройство для изготовления пакетов из полимерной ленты и наполнения их сыпучим продуктом | 1978 |
|
SU763188A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Автомат для расфасовки и упаковки сыпучих продуктов в пакеты с М-образными боковыми складками из рукавных термопластичных пленочных материалов | 1986 |
|
SU1369989A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ТЕКУЧЕГО ИЛИ СЫПУЧЕГО ПРОДУКТА | 2006 |
|
RU2395209C2 |
| УПАКОВОЧНАЯ МАШИНА | 1998 |
|
RU2131833C1 |
| Автомат для изготовления пакетов из ленточного термосклеивающегося материала и наполнения их сыпучим продуктом | 1991 |
|
SU1794039A3 |