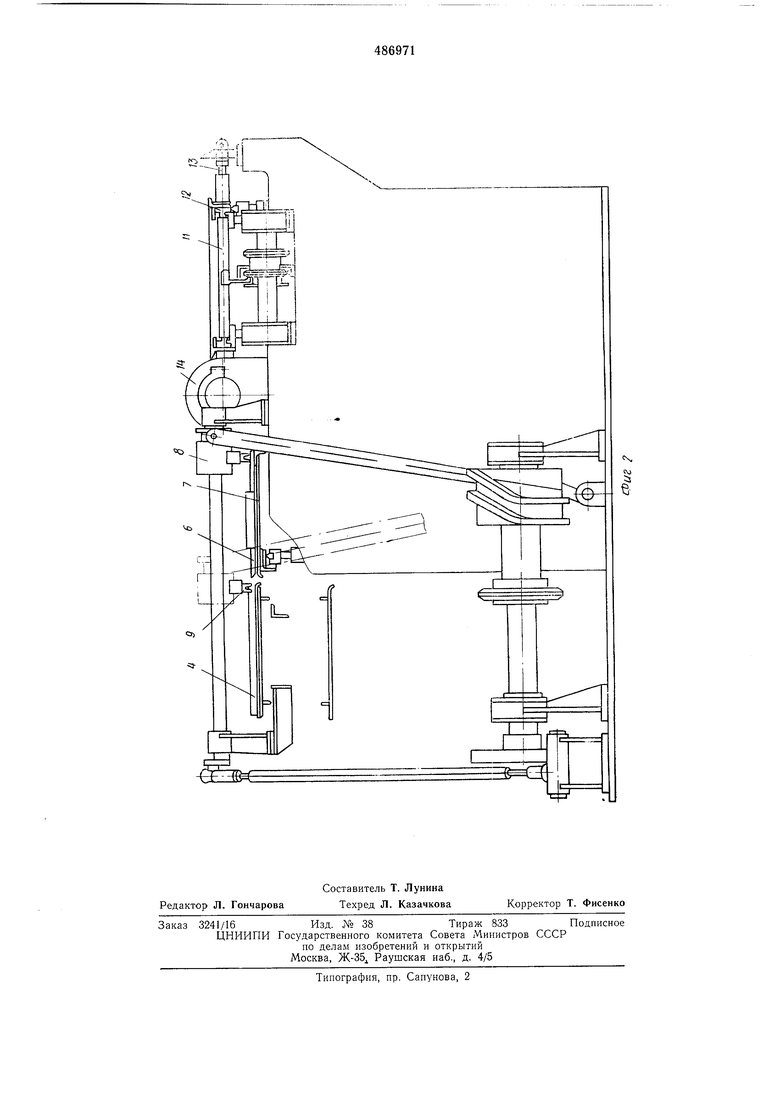
редвигаясь, подают коробки в раму 5. В раме 5 коробки 4 ориентируются и фиксируются боковыми стенками и плинтусами между фасонными вилочными направляющими 6 и поддерживающим столом 7.
Переместив коробки 4, толкатели 8 поднимаются на 90°, освобождая пространство для подъема рамы 5 с коробками 4 навстречу раме 12 с формами И. Рама 5 поднимается кулачком, сидящим на валу поворотного механизма 14, а опускается рама 5 с коробками 4 под действием веса рамы 12 с формами И.
Подача форм с отлитыми изделиями к механизму приема форм производится транспортером 10. В раме 12 формы комплектуются в блок из четырех штук, который фиксируется с двух сторон запорным .механизмом 13, оставаясь в этом положении в момент опрокидывания и укладки отлитых изделий из форм в коробки 4 с вкладыщами.
Поворот рамы 12 с формами и возврат их в исходное положение осуществляется механизмом 14. Во время поворота рама 12 с формами встречает раму 5 с «оробками 4 и возвращает ее в исходное положение, а сама тем самым поворачивается на 180°. Для полной выборки изделий из ячеек форм обе рамы вновь поднимаются на угол около 10°, а затем резко опускаются, производя удар. Рама 12 с пустыми формами поворачивается в исходное положение, запорный механизм 13 освобождает блок форм, а цепной транспортер 15, находящ йся под рамой 12, выводит пустые формы 11 из рамы 12, освобождая место для следующих форм с изделиями. Одновременно толкатели 8 опускаются и выводят заполненные коробки на пластинчатый транспортер 1, затем вновь поднимаются на 10°, освобождая место для следующего комплекта коробок 4.
Предмет изобретения
1. Устройство для укладки изделий в коррекс, включающее транспортер для подачи форм с отлитыми в ячейки изделиями, механизм для опрокидывания форм, механизм выборки изделий из ячеек и отводящий транспортер, отличающееся тем, что, с целью полной механизации процесса и возможности одновременной укладки набранного блока изделий, оно снабжено транспортером для подачи коробок с коррексом, механизмом приема коробок с коррексом под укладку в них изделий, пазовым кулаком со щтангой для перемещения заполненных изделиями коробок, механизмом приема форм с отлитыми в ячейки изделиями и дополнительным отводящим
транспортером.
2.Устройство по п. 1, отличающееся тем, что механизм приема коробок с коррексом под укладку в них изделий состоит из стола с расположенными над ним сменными
вилочными направляющими для ориентации Коробок с коррексом и толкателя с закрепленными на нем захватами.
3.Устройство по пп. 1 и 2, отличающееся тем, что каждая направляющая выполнена с фасонной боковой поверхностью.
-- -) 11-4- Н--И- -А.
-Hlljifflitf
iFfliW
аааосапп папппппа апапааоп аппррдпп сапопааа пппааппп пппппапо .лаарпппап аоаппапп рпаппааа пппапапп naoaGGDP
аоаппопп
DDDDilCSetj
Dscfiaann ррапороп
м
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки шоколадных изделий в коррекс | 1983 |
|
SU1163825A1 |
| Устройство для укладки шоколадных изделий в коррекс | 1984 |
|
SU1238747A2 |
| Машина для укладки штучных изделий в коробки | 1972 |
|
SU445597A1 |
| Линия непрерывного производстваОТлиВНыХ КОНфЕТ | 1978 |
|
SU847974A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Устройство для отливки и укладки брусков пластичного материала в коробки | 1987 |
|
SU1497026A1 |
| Машина для укладки штучных изделийВ КОРОбКи | 1979 |
|
SU846406A2 |
| Устройство для укладки штучныхиздЕлий B КОРОбКи | 1978 |
|
SU839865A1 |
| УСТРОЙСТВО для УКЛАДКИ в КОРОБКИ ШТУЧНЫХ ПРЕДМЕТОВ | 1969 |
|
SU257331A1 |
| Технологическая линия для производства ограждающихКОНСТРуКций | 1973 |
|
SU472549A1 |