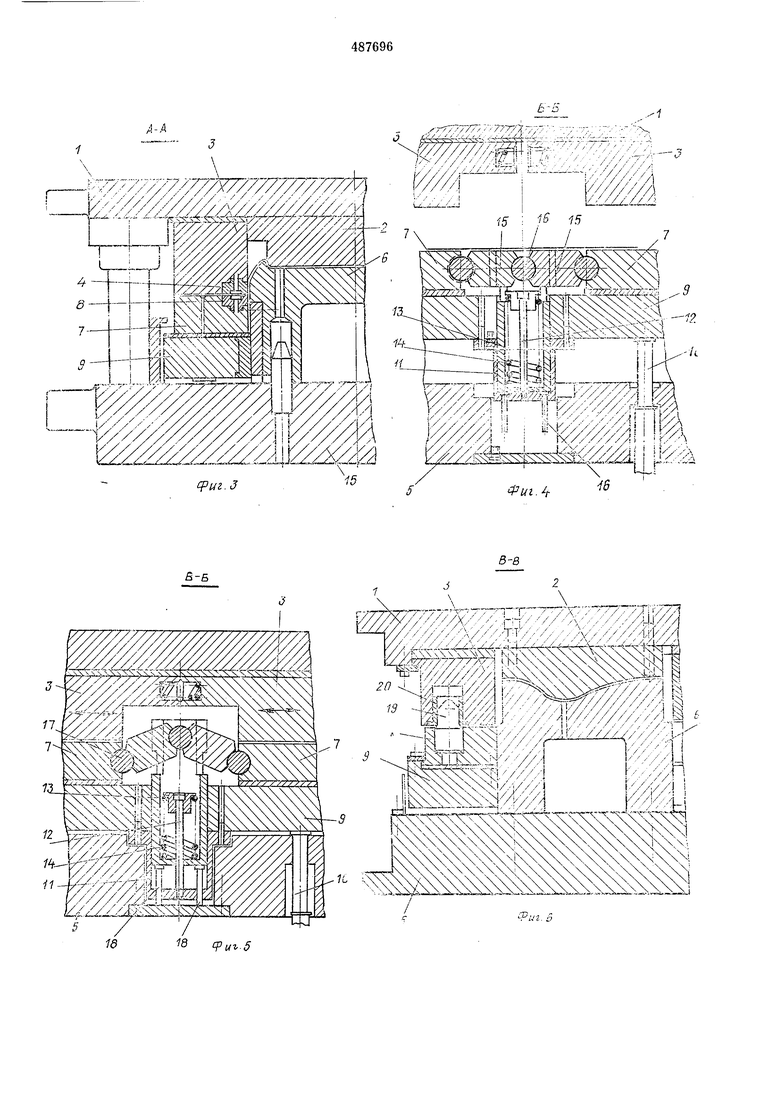
полукольца.ми 3 ii зажилплмми 1убками 4 перемещается вниз. Втулка 20 иа крыпает колонку 19 и тем caMbit.M центрирует верхние и нижние полукольца 3 и 7. Прн дальнейшем движении вниз зажимная губка 4 уиирается в заготовку 21, через которую она давит на зажимную губку 8, передающую усилие через нолукольца 7 на раму 9, нодвешенную на маркетных шнильках 10. Усилием, еоздаваемым буфером иресса и нолзуном (иа чертеже не показаны), исходная заготовка 21 жестко заи;емляется губками 4. Последующее движение вниз позволяет обтянуть заготовку 21 но нуансону-матрице 6.
Во время дальнейшего движения ползуна пресса о порная рама 9 опускается вместе со стаканамн 11 и 13,последний останавливается в тот момент, когда шпильки 18 коснутся нижней ллиты 5. При этом полукольца 7 неремещаются вместе ic рамой 9 н в мо;мент остановкн стакана 13 начинают сближаться в горизонтальной илоскости к центру штампа за счет рычагов 15. Окончательное формообразованне происходит при подходе нуанеона 2 к пуансону-матрице 6.
Ф о 13 м у л а изобретения
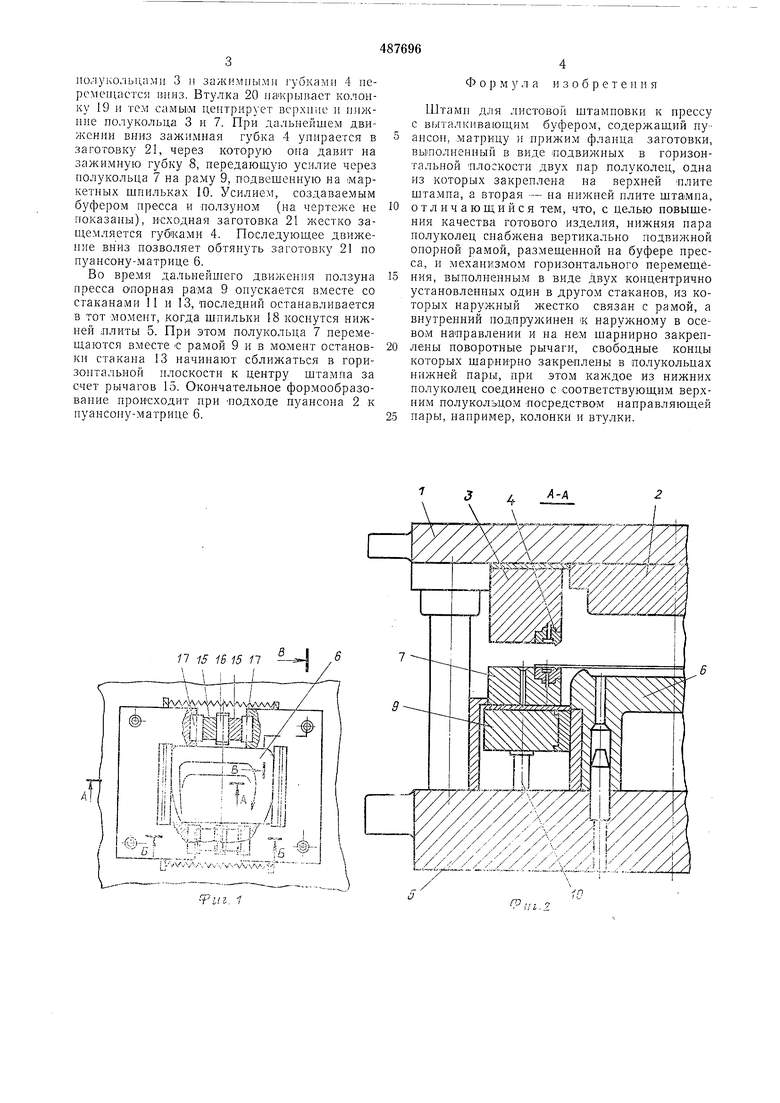
Штамп для листовой штамповки к прессу с выталкивающнм буфером, содержащий пуансон, .матрицу и нрижим флаица заготовки, выполненный в виде подвижных в горизонтальной плоскости двух нар полуколец, одна из которых закреплена на верхней плите штампа, а вторая - на нижней плите штампа,
от л ич а ю Ш;И йся тем, что, с целью новышения качества готового изделия, нижняя иара ползколец снабжена вертикально подвижной онорной рамой, размещенной на буфере пресса, и механизмом горизонтального перемещёиия, выполненным в виде двух концентрнчно установленных один в другом стаканов, из которых наружный жестко связан с рамой, а внутренний нодпружинен к наружному в осевом направлении и на нем шарннрно закренлены поворотные рычаги, свободные концы которых шарнирно закреплены в полукольцах ннжней пары, при этом каждое из нижних полуколец соединено с соответствующим верхним полукольцом посредством направляющей
нары, например, колонки и втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Штамп для листовой штамповки | 1976 |
|
SU732052A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для вытяжки крупногабаритных изделий | 1977 |
|
SU677789A2 |
| Штамп для объемной штамповки | 1986 |
|
SU1428527A1 |
| Штамп для выдавливания изделий типа стаканов | 1983 |
|
SU1184596A1 |
| Способ изготовления колец и штамп для его осуществления | 1981 |
|
SU1013073A1 |
| Штамп-автомат для выдавливания полых деталей | 1985 |
|
SU1268274A1 |
| Штамп для закрытой объемной штамповки | 1977 |
|
SU676374A1 |
Ч-Чп. 1
